
Sistema de sujeción facilita mecanizar partes bajo demanda
El fabricante de componentes para motores de carreras produce partes que tienen muchas combinaciones en cada línea de producto. Aquí se muestra cómo Jesel alista el trabajo para un mecanizado ágil y rentable.

Jesel realiza varios números de partes en máquinas de doble husillo, las cuales producen dos piezas idénticas por ciclo. Una de las partes realizada de esta forma es una cubierta del distribuidor. Las pinzas ecualizadoras permiten fijar rápidamente la parte fundida sin error de planitud.
mms_workholdingthatworksforjesel_0A.jpg)
Dan Snow, de Jesel, atiende uno de los VMC de doble husillo de la compañía.

Ray Frattone dice que el mecanizado interno es particularmente valioso para Jesel, el cual trabaja rutinariamente con estándares de calidad que van más allá de lo que los clientes esperan hoy en día.

Aquí se muestra un balancín terminado. Los detalles geométricos de esta parte varían significativamente entre números de parte
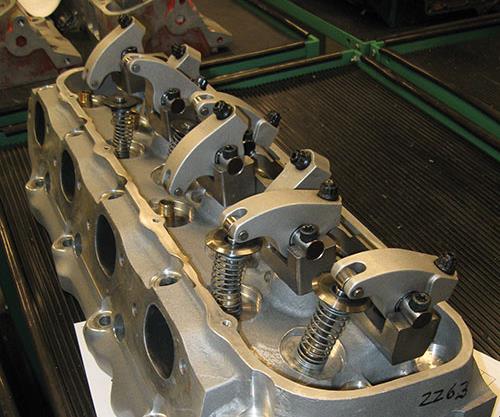
Un ensamble de culata que está siendo construido en el área de pruebas de Jesel ilustra los balancines montados en un soporte.
Las prensas sujetan los soportes para mecanizado. El HMC, al fondo, está dedicado al mecanizado de soportes, de modo que Jesel puede producir estas partes según la necesidad.

El tamaño del agujero es prácticamente la única característica consistente entre los números de parte de los balancines, de modo que son agarrados en este agujero.

Las cuatro caras de un tombstone para balancines están dedicadas a las operaciones 1 y 2 para dos diámetros de agujero de balancín diferentes.

La pinza ecualizadora encuentra y sujeta características que pueden variar en posición, como las lengüetas en estas fundiciones.
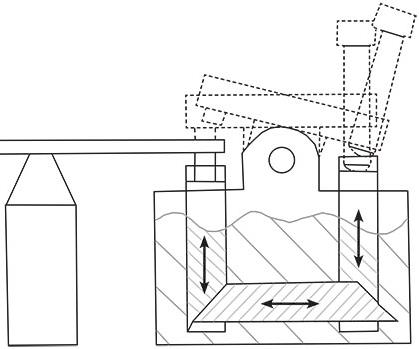
La pinza logra esto usando un mecanismo de actuación que eleva una varilla desde abajo antes de asegurar la característica desde arriba.
Compartir
Lea a continuación



La primera función y la más importante de la sujeción del material de trabajo es sostener el trabajo. De hecho, esa es la única función de la sujeción de trabajos en muchos casos. Apretar fuertemente en pinzas o en una prensa es necesario y suficiente para muchos trabajos de mecanizado.
Sin embargo, hay otros trabajos en los cuales la sujeción de trabajos debería hacer más. La sujeción o fijación bien diseñada puede mejorar tanto la precisión como la eficiencia del proceso. Puede incluso permitirle al taller fabricar pequeños lotes según necesidad.



Jesel Inc. realiza trabajos que se ajustan a esta última descripción. Reconocida en los círculos de carreras, la compañía de New Jersey fabrica componentes de última tecnología para trenes de válvulas, diseñados para aplicaciones de carreras de alto desempeño. Incluso en un motor de un carro normal, dice el gerente de manufactura Ray Frattone, el tren de válvulas experimenta abusos –-es un sistema mecánico con una alta incidencia de esfuerzo cíclico. En un motor de carreras ese abuso se intensifica, incluso se multiplica. Por eso es que un balancín liviano y de bajo costo en un carro estándar puede reemplazarse en una aplicación para carreras por un balancín de servicio pesado de Jesel, el cual está diseñado para un motor específico y es fresado a partir de acero sólido. Las instalaciones de producción de Jesel, en las cuales se realizan procesos de mecanizado, granallado y tratamiento térmico propio, están dedicadas a hacer partes como ésta.
La compañía hace un catálogo estándar de partes, lo que significa que tiene una ventaja que un taller de subcontratación, por ejemplo, no disfruta. Ya que las partes se repiten, Jesel puede diseñar la sujeción del material para trabajos particulares.
No obstante, no es tan fácil, dice el señor Frattone. El llamado catálogo “estándar” de Jesel cubre realmente una variedad significativa. Los balancines solamente representan cientos de números de piezas, y si un equipo de carreras quiere un nuevo diseño de balancín que sea diferente de todos los demás, Jesel no se negará. Aún con toda esa variedad, el único detalle principal del balancín, que no tiene una variación significativa, es el agujero de la pieza, para la cual hay dos diámetros posibles. Prácticamente todas las demás características son sujetas a cambio. Eso hace que el diseño de la sujeción del trabajo sea un reto.
Y es un reto importante. Frattone dice que la sujeción de trabajos efectiva es quizás la razón principal por la cual Jesel ahora puede maquinar partes bajo pedido, en lugar de tener cantidades considerables de inventario terminado y de inventario de trabajo en proceso, lo que solía pasar en la compañía. En una reciente visita por las instalaciones, él describió unos cuantos ejemplos de sujeción de trabajos que han ayudado a que el taller sea más ágil para responder a las exigencias.
Soporte para culata
Los soportes para culata fueron las primeras partes mecanizadas que Jesel pasó de los proveedores externos a mecanizarlos internamente. Eso fue en los años 90. El papel de Frattone fue creado durante ese mismo tiempo. La experiencia de Jesel había sido siempre en el diseño de autopartes, pero el éxito y crecimiento de la compañía condujo a Jesel a considerar que la compañía también necesitaba especializarse en su propia manufactura para mantenerse innovando.
Además, un mercado como el de Jesel hace al mecanizado interno particularmente importante, dice Frattone. Los clientes de esta compañía están tratando de impulsar los carros de carreras para superar sus límites de desempeño establecidos, dice él, de modo que Jesel manufactura componentes bajo estándares que exceden lo que el cliente espera.
Al mecanizar internamente, la compañía puede comprometerse con altos estándares de calidad sin pagar un precio excesivo por ese compromiso. Por ejemplo, una parte con tolerancias exigentes en muchas características puede que no se deseche necesariamente si sólo una de esas tolerancias se pierde en una décima o similar, dependiendo de la característica. Jesel puede tomar determinaciones como ésta sobre su propia manufactura, pero un taller externo sólo puede (y sólo debe) trabajar según el plano. Como resultado, el valor de la manufactura interna se incrementa a medida que los estándares de calidad autoimpuestos por Jesel continúan siendo más exigentes.
El “soporte” para culata es una parte casi tan larga como la culata, que sirve como un adaptador entre la culata y los balancines. Un ensamble de balancín normalmente se une directamente a la culata mediante agujeros roscados. Pero en lugar de este montaje, un soporte se une a la culata para tener una forma de asegurar los ensambles de balancines más rígidamente. El soporte también les ofrece a los equipos de carreras un modo de cambiar las posiciones de los balancines. Aunque los soportes son técnicamente un producto estándar, pocos son similares porque los clientes les envían sus culatas a Jesel para medición, de modo que el soporte puede ajustarse específicamente al motor.
Las prensas de tornillos sostienen esta parte durante el mecanizado, dice Frattone. Las prensas son vistas generalmente como una sujeción de trabajos genérica, no como componentes de un sistema diseñado. Sin embargo, para una parte que comienza como un bloque rectangular recto, una prensa es prácticamente ideal. En la máquina que realiza estas partes, tres prensas sostienen cada pieza larga de material que será mecanizada en un soporte.
Él dice que el significado real de esta parte para el proceso de Jesel es que reveló el valor de la macroprogramación. Antes, cuando sólo habían sido programados 10 modelos de soporte, el taller encontró una nueva herramienta de corte que mejoró la eficiencia del mecanizado. Todos los programas tuvieron que cambiarse para poder usar esta herramienta. Frattone sabía que avances como éste continuarían presentándose, y que implementar mejoras a este proceso sería imposible para cuando hubiera 100 o más programas de mecanizado de soportes. Por eso, en lugar de escribir tantos programas independientes, Jesel creó un número pequeño de macros de mecanizado y construyó todos los programas de soporte a partir de estas rutinas. Ahora, sólo tienen que cambiarse las macros para acomodar mejoras de la herramienta u otros cambios de proceso.
Los soportes son mecanizados en un centro de mecanizado horizontal Mori Seiki, dedicado a estas partes. En una cara del tombstone de la máquina, las prensas Kurt sostienen los soportes paralelos al piso. En la cara opuesta, unas prensas idénticas sostienen las partes perpendiculares al piso. Tener ambas opciones de alistamiento le permite al taller escoger la configuración que provee el mejor acceso al mecanizado para las características de un diseño de soporte particular. De la misma forma, la máquina siempre está equipada con todas las herramientas de corte requeridas para el mecanizado del soporte. Mantener una máquina lista de esta forma hace que el costo unitario de mecanizar un soporte sea el mismo costo unitario de mecanizar varios, porque el tiempo de alistamiento es demasiado bajo, comenta Frattone. La falta de tiempo de alistamiento también hace el proceso particularmente ágil. Si un pedido de soportes llega en la mañana, dice él, las partes pueden estar terminadas a la hora del almuerzo.
Brazos abiertos
Otros dos HMC de Mori Seiki (centros de mecanizado horizontal) están dedicados a la producción de balancines. La única característica principal del balancín que no varía es el agujero, de modo que la fijación tiene que sujetarse en esta característica. Un anillo de expansión asegura la parte por el diámetro interno del agujero.
Estas partes solían hacerse en VMC (centros de mecanizado vertical), dice Frattone. Los alistamientos eran demorados porque los diferentes diseños de balancín usaban diferentes fijaciones. Para amortizar el costo de alistamiento, los números de parte eran mecanizados en lotes grandes. Como resultado, la compañía almacenaba inventario terminado en gavetas esperando órdenes, y tenía inventario de trabajo en proceso ocupando espacio en todo el taller.
Hoy aún hay inventario de trabajo en proceso, pero tiene una forma diferente. En lugar de tener muchos y diferentes partes de balancín esperando para ser finalizados, el taller ahora crea blancos premecanizados que pueden entrar para convertirse en cualquier número de parte de balancín. Un VMC perfora, taladra y perfila las partes –-y eso es todo--. Las piezas en bruto esperan en este estado, en una sola tolva, antes de ser mecanizadas en el HMC, según el número de parte que sea ordenado.
Cada uno de los dos tamaños de agujero del balancín ocupa dos caras del tombstone. Esto significa que la operación 1 y la operación 2 para el tamaño grande y el tamaño pequeño de los diámetros de agujero del balancín cubren las cuatro caras del tombstone. La variación geométrica hace las macros aún más valiosas para estas partes que para los soportes. La familia de macros de mecanizado para estas partes fue desarrollada por el hijo del señor Frattone, Ray Frattone Jr. (“un gurú en macros”, dice él).
Quizás la cosa más llamativa de ver esta sujeción de trabajos en uso es que el tombstone está casi vacío durante cualquier ciclo típico. En lugar de lotes grandes e inventarios de trabajo en proceso en todo el taller, los HMC completan las partes en las cantidades en que fueron pedidas. Eso significa que los operadores frecuentemente cargan y realizan partes en tamaños de lote de ocho o menos. A cambio, eso se traduce en que la capacidad del tombstone normalmente no está cerca de ser completada. La razón por la que la capacidad no necesita completarse es porque los ahorros reales han sido por eliminar tiempo de alistamiento.
Sujetar plano
La sujeción de trabajos por la que Frattone puede estar más orgulloso, agarra cubiertas de distribuidor para fresarlas y taladrarlas en un VMC de dos husillos. Este alistamiento usa un diseño de pinza que Frattone diseñó: una pinza “ecualizadora” que puede asegurar la parte a alturas variables fuera de la mesa de la máquina. Él resultó con esa pinza antes de trabajar en Jesel y aún tiene su patente (la pinza está disponible comercialmente a través de Stevens Engineering). Cambiar el alistamiento de la cubierta de distribuidor para usar este diseño de pinza mejoró tanto la velocidad como la calidad del mecanizado.
Las pinzas sujetan la parte para mecanizado usando las lengüetas integrales que se extienden desde el perfil de la parte fundida. Debido a que estas características también son fundidas, las lengüetas varían ligeramente en su posición de pieza a pieza. Como resultado, sujetar las lengüetas usando sólo una sujeción de trabajos más simple distorsionaría la parte lo suficiente como para producir un error de planitud hasta de 0.025 pulgadas. El error no afectaba el desempeño de la parte, pero el ajuste impreciso con el motor afectaba la percepción del cliente sobre el trabajo. Además, la distorsión contribuía a la vibración durante el mecanizado, que casi con certeza afectaba la vida de la herramienta. Jesel solía demorar el mecanizado en respuesta a esta vibración.
Una posible solución para asegurar las lengüetas a su altura, ligeramente variable, pudo ser una sujeción hidráulica, dice Frattone. Sin embargo, esto habría conllevado más complejidad de la necesaria, y habría implicado aplicar fuerzas una contra la otra, desde arriba y desde abajo de la pieza. La pinza ecualizadora, en cambio, usa un mecanismo de actuación en el interior del cuerpo de la pinza, de modo que una varilla sube para encontrar el lado inferior de una característica antes de que la pinza la bloquee desde arriba. Con una serie de estas pinzas organizadas alrededor de la cubierta del distribuidor, las diferentes pinzas pueden encontrar las diferentes lengüetas en todas sus diferentes alturas sin afectar la planitud de la parte terminada.
Jesel alista dos partes de esta forma, simultáneamente, en una máquina de doble husillo Matsuura. Frattone dice que él no sabe por qué más talleres no usan este tipo de máquina-herramienta, particularmente los talleres de subcontratación. En esta máquina pueden realizarse dos partes casi por el mismo costo de mecanizar una. La preocupación obvia de que un error de ubicación entre los dos husillos introduzca una fuente de error adicional no es una preocupación en sí, dice él. En una característica tan precisa este error podría ser un factor, así que Jesel deja que solo uno de los husillos mecanice esa característica crítica en ambas partes, pausando el mecanizado simultáneo justo el tiempo para mecanizar esa característica en una pieza a la vez.







Contenido relacionado

Chucks para mecanizado y cómo elegir el adecuado
Los chucks, o mandriles, son herramientas imprescindibles en el mecanizado. Este artículo explora los diferentes tipos de chucks, sus aplicaciones clave y cómo tecnologías avanzadas, como sistemas de cambio rápido y sujeción modular, optimizan la productividad en talleres CNC. Además, se destacan prácticas de mantenimiento que prolongan la vida útil y aseguran precisión en procesos de alta demanda.
Leer Más
Sistemas de sujeción inteligentes: precisión y flexibilidad para el mecanizado
La evolución de los sistemas de sujeción ha transformado el papel de la fijación en el mecanizado. De simples accesorios pasaron a convertirse en soluciones estratégicas que reducen los tiempos de preparación, mejoran la repetibilidad y les permiten a los talleres responder con agilidad a la producción flexible. Hidráulicos, neumáticos, modulares o de punto cero, estos sistemas son hoy protagonistas en la búsqueda de mayor productividad y precisión.
Leer Más
De aprendiz a líder: la trayectoria de Marcos Sepúlveda en el sector metalmecánico
Conversamos con Marcos Sepúlveda, director general de Schunk México. Desde sus inicios como un joven curioso en un almacén hasta llegar a liderar una de las empresas más reconocidas en el sector de sistemas de sujeción, Marcos nos comparte su trayectoria y sus perspectivas sobre la evolución de la industria.
Leer Más
Optimización del mecanizado en CNH Querétaro
La empresa ha mejorado significativamente sus procesos de mecanizado al implementar sistemas de sujeción hidráulicos, lo que le ha permitido ser más eficiente, reducir tiempos y optimizar recursos.
Leer MásLea a continuación

Sistemas innovadores de sujeción para electroerosión y mecanizado de tres ejes
Con el propósito de aumentar el índice de ocupación de máquinas en el taller, este fabricante de moldes adaptó un dispositivo de sujeción en sus máquinas de tres ejes y su electroerosionadora de penetración para aumentar la flexibilidad de sus equipos y ser más competitivo.
Leer Más
10 tendencias que se están tomando los talleres metalmecánicos mexicanos
Modern Machine Shop México resume las tendencias y tecnologías a observar por parte de los talleres de mecanizados en México.
Leer Más
La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más