

Qué es el torno fresado y cómo lo puede aplicar en su taller
Explore cómo el torno-fresado puede mejorar la eficiencia en la eliminación de metal y el manejo de cortes interrumpidos.
.jpg;width=70;height=70;mode=crop)
Compartir
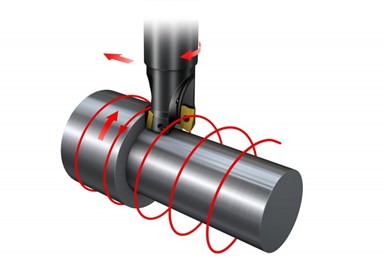
El término “torno-fresado” puede ser ambiguo. Los centros de torneado con capacidad para girar la herramienta se denominan a veces máquinas de torno-fresado. Pero, al mismo tiempo, hay una operación metalmecánica específica que se realiza en estas máquinas y que merece con razón el nombre de “torno-fresado”. Se trata de cortar con una herramienta de fresar rotativa mientras la pieza también gira.
Hay muchas razones por las que un taller puede querer mecanizar de esta manera. El control de la viruta es una de ellas. Otra es el control del corte interrumpido. Al menos un proveedor de herramientas de corte Sandvik Coromant ve que el torno-fresado se emplea con tanta frecuencia que la empresa ha desarrollado herramientas de corte específicamente para esta operación.
Contenido destacado



El especialista de producto de Sandvik, Jim Grimes, afirma que con el aumento del uso de sofisticados tornos multitarea, el torno-fresado ya no puede considerarse una forma de corte tan inusual. Los usuarios actuales de torno-fresado deberían pensar en este estilo de corte en muchos casos en los que tienen dificultades con el torneado estándar.
Cuándo realizar torno-fresado
Estos son algunos de los retos específicos que puede enfrentar el torno-fresado:
- Alta remoción de metal. Si una pieza torneada requiere la eliminación de mucho material, el torno-fresado puede ser más eficaz.
- Cortes interrumpidos. Las herramientas de torneado no suelen ir bien en los cortes interrumpidos, pero una herramienta de fresado puede funcionar mucho mejor. Un corte de fresado ya es un corte interrumpido por definición. En la zona de la pieza en la que el corte se interrumpe, puede tener sentido pasar del torneado al torno-fresado.
- Virutas largas. El “nido de pájaro”, producido por el enredo de virutas en algunos materiales, no se acumula cuando la pieza es torno-fresada en lugar de ser torneada. Una consecuencia del corte intrínsecamente interrumpido del fresado es que las virutas se cortan en trozos pequeños.
- Ejes flexibles. Cuando la pieza torneada es larga, esbelta y no está apoyada en el centro, el torno-fresado puede evitar que se deflecte. En comparación con el torneado, el fresado puede eliminar material con menos presión de la herramienta.
- Duración de la herramienta. En un metal difícil de mecanizar, un solo inserto de torneado puede no ser capaz de proporcionar suficiente vida útil a la herramienta para que dure hasta el final del corte. Una herramienta de fresado puede cortar durante más tiempo, porque tiene múltiples insertos para dividir la carga. Al aguantar todo el corte, la fresa puede eliminar los riesgos que conlleva el cambio de herramientas en mitad de la operación.
- Diámetros excéntricos o formas irregulares. El movimiento radial (eje X) de la fresa puede coordinarse con la rotación de la pieza para mecanizar perfiles que no sean círculos perfectos. La misma Sandvik utiliza esta técnica para desbastar la forma cónica de tres lóbulos de sus portaherramientas “Capto”. El mismo principio -la fresa se mueve hacia dentro y hacia fuera mientras la pieza gira- también puede utilizarse para generar características descentradas sin tener que cambiar el setup. El pasador descentrado de un cigüeñal podría ser un ejemplo de ello.
Técnica del torno-fresado
El torneado no es especialmente exigente para la máquina-herramienta, pero como mínimo el proceso requiere un movimiento en el eje Y.
La rotación de la pieza proporciona el movimiento del eje C que proporciona el avance deseado para la fresa. En otras palabras, en lugar de sfm (pies cuadrados por minuto) la velocidad de rotación se elige para un determinado ipm (pulgadas por minuto). Esto significa que la velocidad de la pieza en el torno-fresado es mucho más lenta que la típica del torneado.
El movimiento en el eje Y es necesario porque la fresa tiene que hacer la mayor parte de su corte fuera del centro. La herramienta no puede mecanizar la pieza a medida cuando está centrada -cuando la línea central de la herramienta se cruza con el eje de rotación de la pieza- porque entonces la herramienta estaría cortando en el centro de su cara y no en sus bordes.
Para asegurar que los bordes de corte se cortan correctamente, la línea central de la herramienta debe estar desplazada del eje de rotación de la pieza en 1/4 del diámetro del cortador.
El problema de cortar de esta manera se produce cuando la herramienta llega a un hombro o al lado de una ranura. La herramienta descentrada deja una esquina redondeada.
El inserto escariador sigue y sobresale por debajo del inserto que realiza el corte. La finalidad del escariador es suavizar la superficie.
Crédito: Sandvik.
Para conseguir una esquina afilada, el cortador debe realizar una segunda pasada. El desplazamiento se elimina, por lo que la herramienta vuelve a la posición central en Y. Esta segunda pasada no realiza ninguna eliminación de material, excepto la necesaria para limpiar el material de la esquina.
Una realidad en el torno-fresado es el error de forma. El fresado alrededor de la circunferencia de una forma redonda deja inevitablemente estrías espaciadas en la superficie. Este error no puede eliminarse por completo, pero puede controlarse utilizando insertos wiper. Un inserto wiper es una herramienta que sigue detrás del borde de corte, extendiéndose un poco más dentro del material para suavizar la superficie recién cortada.
Grimes afirma que el desarrollo de herramientas de su empresa para el torno-fresado se ha centrado en el diseño de wipers. El wiper hace que el error de desviación sea controlable, ya que las fórmulas asociadas a un wiper concreto les permiten a los usuarios adaptar sus parámetros de torno-fresado para logra un nivel de error aceptable.
Fuerza y deflexión en el torno-fresado
Un wiper equipado con un escariador es un end mill de cuerpo macizo que obtiene su efecto escariador al tener dos de los cuatro filos que se adentran en la pieza. Una ventaja secundaria de este diseño de herramienta es que redirige la fuerza de corte de forma provechosa. En el torno-fresado, cuando la pieza gira para encontrarse con la herramienta, parte de la fuerza de corte se desplaza a lo largo del eje de la herramienta. El hecho de tener sólo dos filos activos en la parte inferior reduce este componente axial de la fuerza, por lo que una mayor parte de la fuerza de corte empuja en la dirección radial de la herramienta.
El hecho de que este cambio sea beneficioso pone de manifiesto lo diferente que es el torno-fresado del fresado en general. En una aplicación de fresado más estándar, transmitir la fuerza a lo largo del eje de la herramienta puede ser positivo. El trabajo está bien apoyado en esta dirección. Sin embargo, en el torno-fresado, en el que la pieza puede ser larga y delgada y estar apoyada sólo en los dos extremos, es la dirección axial de la herramienta la que presenta un mayor riesgo de que se produzcan vibraciones nocivas. Para aprovechar al máximo las fuerzas en esta aplicación, es necesario un diseño totalmente diferente de la herramienta.
CONTENIDO RELACIONADO
-
5 reglas para operar brocas con insertos para agujeros profundos
Conozca las mejores prácticas y consejos de expertos para optimizar el uso de brocas especializadas en procesos de perforación profunda y mecanizado.
-
Nueva herramienta de fresado de alto avance en cavidades profundas
Gracias a su acción de corte ligero y a un robusto diseño del mango, la herramienta de fresado CoroMill MH20 garantiza un mecanizado seguro y sin vibraciones, incluso con voladizos largos. Aquí le presentamos algunas aplicaciones que evidencian su versatilidad y rentabilidad.
-
Sujeción térmica mejora la rigidez y el maquinado en SIMAQ, de Querétaro
SIMAQ, en Querétaro, tenía problemas para el mecanizado eficiente de varias de sus piezas debido al sistema de sujeción que usaba. Un sistema térmico de sujeción le permitió mejorar los tiempos de producción, optimizar los setups y usar menos herramientas.








