



Compartir
Cuando el apasionado ciclista y mecánico profesional de bicicletas Gary Mailhiot decidió fabricar su nuevo diseño para el eje de pedalier de una bicicleta, trabajaba en un taller de bicicletas y no tenía experiencia en mecanizado. Pero con la ayuda de su amigo y futuro socio comercial, Wes Wolfenbarger, y de un distribuidor de máquinas-herramienta cercano, resolvieron un problema de falla prematura de los rodamientos que había afectado a la industria del ciclismo.
La idea de Mailhiot de crear un nuevo diseño de eje de pedalier surgió cuando su nueva bicicleta de fibra de carbono de 5,000 dólares se presentó en el taller de bicicletas en 2013, con dos alojamientos de cojinetes de plástico para acoplar con un juego de bielas de titanio de alta gama. Sabiendo que era necesario un diseño mejor, se planteó si una configuración de aluminio de una sola pieza sería mejor alternativa.
Contenido destacado



Consultó a Wolfenbarger, ingeniero mecánico que trabajaba en un taller de mecanizado, sobre su idea para el nuevo diseño. Entusiasmados con la propuesta, ambos trabajaron en un prototipo en la empresa de Wolfenbarger en ese entonces. Sin embargo, con el tiempo, los dos decidieron crear su propio taller metalmecánico en North Little Rock, Arkansas, para fabricar los piñones.
¿Qué es un eje de pedalier?
El eje de pedalier (bottom bracket) de una bicicleta es el componente que se utiliza para conectar el juego de bielas al cuadro de la bicicleta, lo que le permite girar independientemente del cuadro. El eje de pedalier de una bicicleta de material compuesto se introduce a presión en la carcasa del cuadro y contiene dos rodamientos a cada lado.
La pareja decidió que podría mecanizar un alojamiento de aluminio de paredes finas para los dos rodamientos a partir de un tubo de barra. Entonces, los rodamientos podrían ser prensados en cada extremo del tubo para crear un soporte de una sola pieza que ofreciera una mejor concentricidad entre los dos rodamientos.

Dado que los pedalier no tienen un tamaño universal, la empresa fabrica ahora unas 100 variaciones de lo que denomina el módulo principal.
Por suerte, Wolfenbarger tenía una relación de trabajo con un distribuidor local de máquinas-herramienta, TechMach, que casualmente disponía de un torno Doosan en stock en ese momento. Después de conocer la máquina en el local del distribuidor, los socios decidieron que el centro de torneado Doosan Lynx 220 LYA debía ser su primera compra por su velocidad de 6,000 rpm. Esta alta velocidad del husillo es fundamental para mantener las ajustadas tolerancias que requiere la carcasa de aluminio de paredes finas, explica Wolfenbarger.
Posteriormente, Mailhiot alquiló una nave de 140 metros cuadrados con la orientación de TechMach. El distribuidor también asesoró a los socios comerciales sobre las necesidades de energía, los servicios de aparejo y una empresa de financiación. Fue solo el comienzo de una exitosa aventura para esta nueva empresa llamada BBInfinite.
La empresa, cuyo nombre es apropiado por el producto que fabrica (los pedalier) e “Infinite”, como en “girar para siempre”, recibió rápidamente una patente por su diseño de una sola pieza, según Wolfenbarger.
Problema resuelto
Wolfenbarger explica que la mayoría de los fabricantes de bicicletas utilizan un pedalier de dos piezas que consiste en dos rodamientos, cada uno en su propio alojamiento, con uno en cada lado del cuadro de la bicicleta. Pero este diseño ha sido problemático porque cuando uno de los dos rodamientos se desplaza (debido a la cantidad desigual de peso que recae sobre ambos rodamientos), uno de los rodamientos tiende a desgastarse más rápido que el otro.
“Nuestro diseño de una sola pieza ha sido una gran solución a las fallas prematuras de los cojinetes, porque podemos controlar mucho más la colocación de ellos”, explica Wolfenbarger. Además, este diseño facilita que el fabricante o constructor de la bicicleta presione el ensamblaje en el cuadro de esta.
La empresa comenzó a fabricar sus pedalier para algunas marcas de bicicletas de alta gama. Wolfenbarger dice que había una marca conocida por tener más problemas con su pedalier que otras, así que se centraron en venderle a esa empresa primero. “Construimos un catálogo y añadíamos nuevos productos a nuestra página web— explica—. Y luego creábamos un nuevo video en YouTube para ese producto. A partir de ahí todo empezó a progresar”.
La Doosan Lynx 220 mecaniza el aluminio de paredes finas a 6,000 rpm, lo que, según Wolfenbarger, es una velocidad necesaria para un material tan delicado que mantiene tolerancias estrictas.
Como los pedalier no tienen un tamaño universal, la empresa fabrica ahora unas 100 variaciones de lo que denomina el módulo central. Las variaciones tienen un diámetro de 1-1¼ a 2 pulgadas (36 mm a 50 mm). El stock es de 3 pies de largo, lo que suele producir entre 8 y 12 piezas
La base de clientes de BBInfinite ha crecido hasta incluir tanto a los fabricantes de bicicletas de alta gama como a los aficionados al bricolaje que montan bicicletas en sus garajes. “Gary y yo queríamos desarrollar un sistema para que estos clientes pudieran instalar el pedalier ellos mismos —dice Wolfenbarger—. Y crearíamos una estructura de soporte en torno a eso”.
Por ello, el equipo ha grabado muchos videos en YouTube a lo largo de los años, que contienen instrucciones claras de instalación. La empresa también construyó un sitio web y finalmente utilizó Shopify como tienda online para vender sus productos.
Cómo desarrollar un proceso de mecanizado eficaz
Con el centro de torneado Doosan Lynx 220 LYA, de 20 CV, del taller y el conocimiento de TechMach de los accesorios clave para el rendimiento, BBInfinite demostró que es posible conseguir de forma consistente las estrechas tolerancias que se necesitaban para mecanizar la carcasa de aluminio de paredes finas para su ensamblaje del pedalier.
El torno mantiene sistemáticamente una tolerancia de ± 0.00025 que, según Wolfenbarger, es fundamental para mecanizar aluminio muy fino, que para algunos de sus clientes tiene un grosor de unas 0.02 pulgadas, con un acabado superficial suave.

Wolfenbarger se encuentra en la Doosn Lynx 220, que mecaniza el tubo del pedalier de la empresa en bajos volúmenes. El negocio es bueno para BBInfinite, incluso durante la pandemia de COVID-19, ya que la industria de la bicicleta está en auge. Sin embargo, Wolfenbarger previó una escasez en la cadena de proveedores, por lo que decidió adquirir el más reciente torno Doosan, el Lynx 2100.
El herramental de diamante también ayuda a lograr ese acabado superficial de calidad, dice Wolfenbarger. Después de trabajar con los insertos de Sandvik Coromant para trabajos previos en su anterior puesto de mecanizado, ya sabía que elegiría este herramental para el componente de aluminio del taller.
“Me gusta pensar que estamos construyendo un Ferrari: no vamos a buscar un gran volumen sino la calidad —dice—. Por eso, consideramos el mejor herramental que podemos conseguir para producir piezas de alta calidad”.
Pero, además, tanto la máquina-herramienta como sus accesorios deben funcionar juntos como un sistema. BBInfinite dice que ha descubierto la combinación adecuada de las siguientes opciones para lograr la eficiencia en el mecanizado de sus pedalier.
- Transportador de virutas. La empresa utiliza un transportador de virutas con filtrado Hennig (estilo tambor) para mantener la máquina limpia al mover eficazmente las virutas pequeñas y finas que produce el torno fuera de la máquina. Esto elimina la necesidad de remover manualmente las virutas de la máquina.
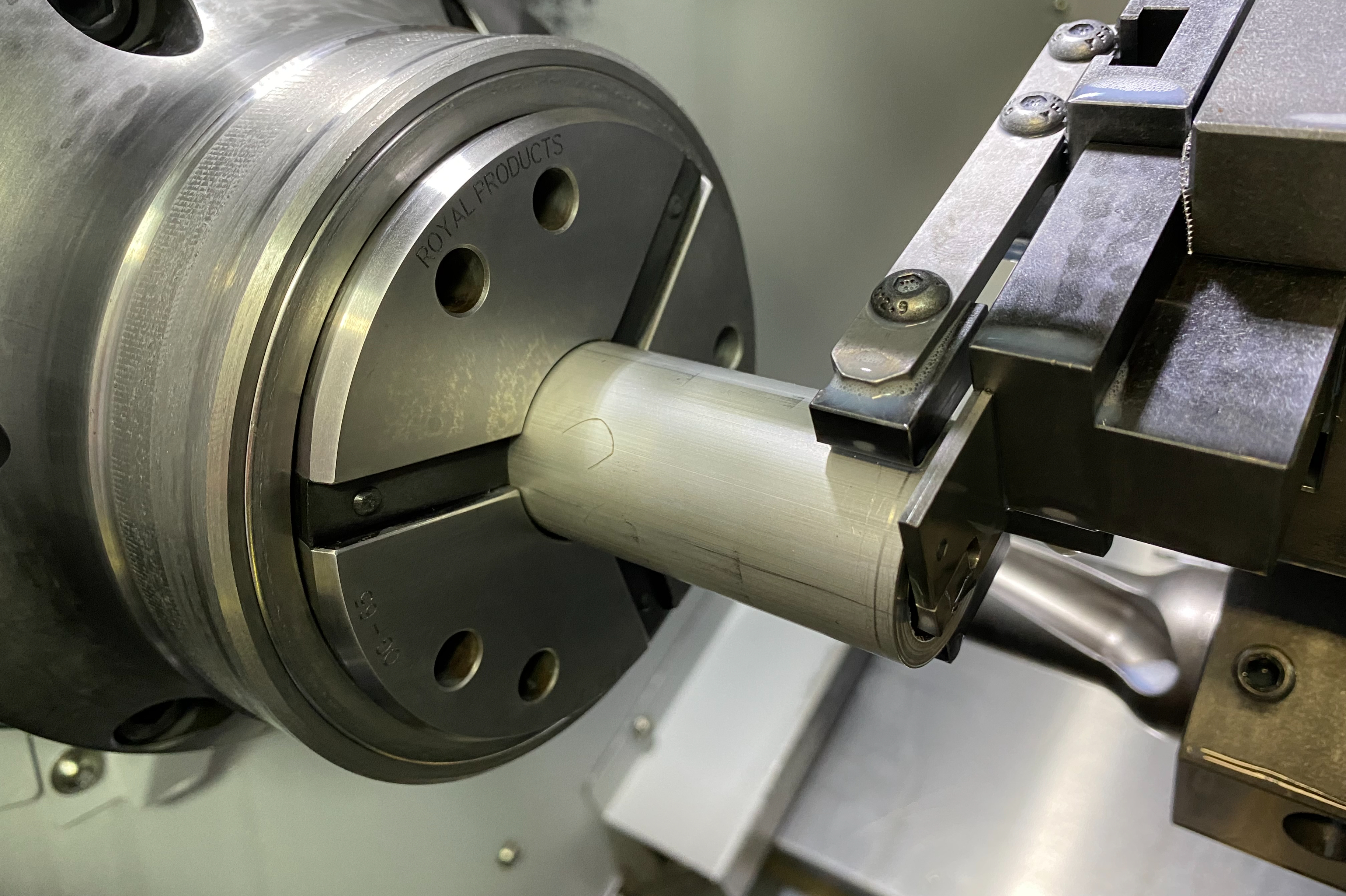
- Collet chuck. El collet chuck de sujeción rápida de Royal Products minimiza el tiempo de inactividad al cambiar los collets cuando se mecanizan piezas de diferentes tamaños, según Zach Chimarys, ingeniero de ventas de TechMach, que trabaja en estrecha colaboración con BBInfinite. Además, el chuck tiene un alto índice de rpm que se ajusta a la velocidad del husillo de la máquina, añade.
- Extractor de barras de corte. La Lynx 220 también está equipada con un extractor de barras de Royal Products, que incorpora una herramienta de corte. Chimarys explica que esa característica es una forma de automatización de la máquina, porque puede mecanizar piezas sin necesidad de abrir la puerta y sacar manualmente la barra para la siguiente pieza por mecanizar, dice. “Pueden hacer funcionar una barra de aluminio de 3 o 4 pies de largo o un tubo de aluminio y pueden sacar varias piezas sin que el operario las interrumpa”, comenta.

El diseño de pedalier de una sola pieza, de BBInfinite, consiste en una carcasa de aluminio de paredes finas para los dos rodamientos que normalmente sufren un desgaste prematuro. Los rodamientos se introducen a presión en cada extremo del tubo de la caja, lo que ofrece una mejor concentricidad entre los dos rodamientos. Fotos cortesía BBInfinite.
Una vez completado el torneado, la herramienta de corte de la unidad separa la pieza de la barra. A continuación, el extractor de la unidad sujeta inmediatamente la barra y la coloca en posición para la siguiente operación de torneado. Al combinar los elementos de esta manera, solo se utiliza una estación de torreta. También elimina la necesidad de indexar un extractor separado en su posición, lo que reduciría el tiempo del ciclo.
- Recogida de piezas. Para eliminar la posibilidad de rayaduras causadas por las piezas que caen en una cesta tradicional, Wolfenbarger y Mailhiot desarrollaron un método de anillado para recoger las piezas. Básicamente, el proceso se describe como una herramienta de ranurado que atrapa la pieza de tubo de aluminio hueco (piense en términos del juego de “lanzamiento de anillos” en una feria). La pieza queda capturada allí para que el operario la recoja una vez terminada.
- Colector de niebla. Con el mecanizado a altas rpm, es fundamental implementar un colector de niebla para capturar la alta producción de niebla y humo que se crea. Chimarys dice que este taller se mantiene limpio gracias a su colector de niebla LNS Fox WS 2 330, que mantiene el aceite fuera del suelo y el aire limpio.
El control de calidad consiste en utilizar el ‘software’ adecuado

El programa de software de mapeo Verisurf se ejecuta en el sistema de calibración Renishaw Equator 300, de BBInfinite, para aumentar la precisión en la medición de la tolerancia de la sonda en el tubo de aluminio de pared fina mecanizado por el taller.
Aunque no se considera un operario de máquinas, Wolfenbarger operaba el torno en los inicios del taller porque no había nadie más que lo hiciera. Desde entonces, sin embargo, la empresa ha contratado a un operario para que maneje el torno. Pero Wolfenbarger sigue programando la máquina fuera de línea en la suite CAMWorks, de SolidWorks, mediante el equipo de soporte del distribuidor de software GoEngineer. Considera que el software es fácil de usar porque puede programar toda la pieza sin conexión, lo que hace innecesaria la intervención durante el mecanizado. Le gusta especialmente el complemento que ofrece una biblioteca de las herramientas de su máquina-herramienta específica. A partir de ahí puede simular las herramientas que están cortando la pieza y puede afinar el programa.
BBInfinite se toma muy en serio el control de calidad, porque si no se asegurara de que no hay errores de cálculo en el tamaño de las piezas, los socios comerciales se quedarían sin negocio, dice Wolfenbarger.
Por ello, su programa de software de mapeo Verisurf que funciona con su sistema de calibrado Renishaw Equator 300 es tan valioso para el negocio. El software aumenta la precisión de la medición de la tolerancia de la sonda en el tubo de aluminio de paredes finas que mecaniza el taller. Explica que las sondas, como patas de araña alrededor de la pieza que se mide, tocan la pieza mientras calculan sus dimensiones. El taller puede saber cómo ajustar las compensaciones para mantener una medida. Y cuando hay que desechar una pieza, BBInfinite recicla el material.
Marcado por láser y ensamblaje
Después de mecanizar los tubos de aluminio, la empresa los subcontrata para anodizarlos. A continuación, el taller realiza su propio marcado con una máquina de marcado por láser de fibra, de Derek Laser.

La máquina de marcado por láser propia marca cada tubo con un código QR que incluye las instrucciones al cliente sobre cómo instalar el pedalier en la bicicleta.
La máquina marca cada tubo con un código QR que incluye las instrucciones al cliente sobre cómo instalar el pedalier en la bicicleta. Estas instrucciones sin papel ayudan a reducir también el material de embalaje y le permiten a la empresa actualizar fácilmente sus instrucciones en línea cuando sea necesario.
El montaje a presión de los dos rodamientos (comprados), uno en cada extremo del tubo de aluminio, es el último paso del proceso de ensamblaje interno de BBInfinite para sus pedalieres.
Avances y consejos
El taller utiliza únicamente su primera Doosan Lynx 220, que adquirió en los inicios de la empresa, para mecanizar los tubos de aluminio. Sin embargo, los socios del negocio han comprado desde entonces otro torno Doosan —el Lynx 2100— que ofrece un husillo ligeramente más grande para mecanizar piezas más grandes. Esta máquina más nueva le ha permitido al taller añadir espaciadores de Delrin para un producto diferente (que antes se subcontrataban) a su producción interna.
Poseer el equipo adecuado para un trabajo es ciertamente necesario, pero Wolfenbarger explica que para iniciar un negocio, la compra de máquinas-herramienta de inmediato no es una obligación. Dice que comercializar un producto antes de producirlo puede ser igualmente importante.
“Si está tratando de iniciar un taller de mecanizado, no se deje abrumar por el hecho de que no pueda permitirse una máquina —explica—. Piense en una forma de comercializarse, encuentre una forma de hacer una página web, busque la manera de que la gente pueda encontrarle. Así, cuando empiece a fabricar productos, la comercialización no será su próximo obstáculo”.
CONTENIDO RELACIONADO
-
Qué es y para qué sirve el rectificado
El rectificado es un proceso de mecanizado que usa medios abrasivos para darles acabados a partes metálicas usadas en diversas industrias. Este informe presenta algunos conceptos básicos sobre el rectificado, sus tipos y aplicaciones.
-
¿Qué son los centros de mecanizado o centros de maquinado?
Los centros de mecanizado o maquinado ofrecen una amplia gama de operaciones, pero esa adaptabilidad viene acompañada de la necesidad de mantenerse flexibles y realizar mediciones satisfactorias en todo momento.
-
Siete Leguas Automotive: producción de autopartes de clase mundial
Hace cuatro años se creó en Gómez Palacio, Durango, una planta de producción de componentes automotrices en aluminio. Lo que empezó solo con mecanizado para cajas de engranaje, ahora es un proceso de manufactura integral de fundición de presión de inyección de aluminio y el mecanizado de autopartes para proveer a los más importantes OEM.







