

Grado de inserto cerámico para fresado y torneado
Cuando el equipo de investigadores de Greenleaf comenzó a explorar lo que podían hacer con un nuevo método de fabricación para inducir el crecimiento interno de cristales dentro de una cerámica a base de nitruro de silicio para formar insertos de herramientas de corte cerámicas compuestas, “se emocionaron”. Incluso nombraron al nuevo grado Xsytin, como la expresión en inglés “excitin”.
#caso-de-exito

Compartir
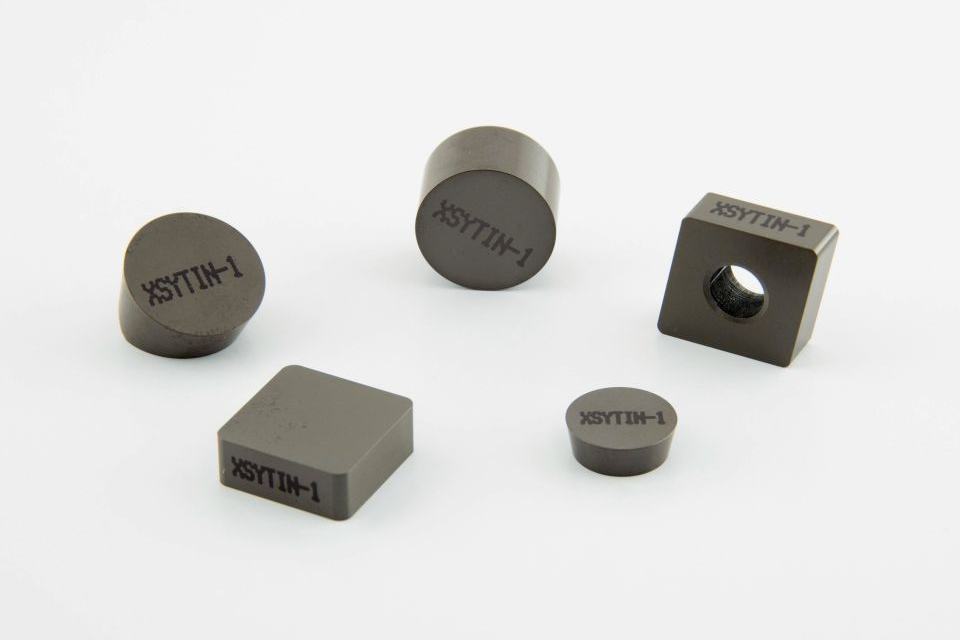
El grado Xsytin-1, de Greenleaf, presente en los insertos compuestos de cerámica es mucho más fuerte que los grados reforzados con filamentos, lo que le permite cortar a las velocidades de alimentación utilizadas para las inserciones de carburo, con velocidades de corte comunes de los insertos de cerámica.
Cuando el equipo de investigadores de Greenleaf comenzó a explorar lo que podían hacer con un nuevo método de fabricación para inducir el crecimiento de cristales in situ (interno) dentro de una cerámica a base de nitruro de silicio para formar insertos de herramientas de corte cerámicas compuestas, se “emocionaron” mucho.
Esto se debe a que el proceso les permitía producir un material de herramienta de corte altamente resistente al desgaste, pero muy fuerte. Reconocieron que este desarrollo podría alterar fundamentalmente la gama de aplicaciones para herramientas de corte de cerámica. Jim Wyant, ingeniero de aplicaciones en Greenleaf, lo resumió de esta manera:
Contenido destacado



“Con casi el doble de la resistencia de la cerámica reforzada con hebras, este nuevo compuesto de cerámica funciona a las velocidades de alimentación típicamente usadas para los insertos de carburo”. El resultado, dice, es un material de herramienta de corte capaz de proporcionar dos o tres veces la productividad de otras herramientas cerámicas compuestas, en operaciones tanto de torneado como de fresado.
Introducción al material cerámico de fase endurecida
Generalmente, Greenleaf llama a este material una cerámica de fase endurecida, debido a que la mezcla patentada de nitruro de silicio atraviesa una serie de fases durante el proceso de fabricación que endurece la cerámica.
Gracias a que la palabra “emocionante” fue la descripción más utilizada cuando el equipo de investigación estaba explorando la capacidad de este material en pruebas de laboratorio, se acuñó el nombre de marca Xsytin (a partir de la expresión en inglés excitin’).
Los primeros insertos formulados y liberados comercialmente han sido designados como Xsytin-1, anticipando que se introducirán grados adicionales en el futuro. La empresa informa que el grado actual tiene un módulo de 174,000 psi de ruptura, aunque es probable que otras formulaciones produzcan una mejora adicional en las propiedades del material.
Greenleaf espera que este nuevo grado cambie las aplicaciones de las herramientas de corte compuestas de cerámica en dos grandes áreas. Un área es aumentar la productividad para el mecanizado de aleaciones difíciles.
Por ejemplo, las velocidades de alimentación de las cerámicas endurecidas en fase pueden aumentarse considerablemente cuando las cerámicas se aplican con éxito en cortes continuos de súperaleaciones resistentes al calor con un alto contenido de níquel, como Inconel, Waspaloy y otros materiales favorables para piezas en la industria aeroespacial.
De hecho, el incremento en las tasas de alimentación es indispensable para este grado, ya que se producirá un alto nivel de desgaste y muesca de los flancos, lo que conduce a una falla prematura de la herramienta.
Lo que es más importante, el mecanizado de HRSA (súperaleaciones de alta resistencia) requiere calor para la plastificación o suavizado, necesario para la remoción de material con una herramienta de corte de cerámica. Sin embargo, también es necesario sacar ese calor de la zona de mecanizado de manera eficiente para proteger el material de la pieza de trabajo contra daños térmicos.
Aumentar la velocidad de alimentación mientras se mantiene la profundidad de corte apropiada para los insertos cerámicos, da como resultado una viruta más grande que puede transportar más calor de forma más rápida. La eliminación efectiva del calor también retarda el desgaste químico del inserto cerámico de fase endurecida. Wyant informa que el laboratorio de Greenleaf descubrió muy pronto que el nuevo grado mostraba mejoras sustanciales en la vida útil de la herramienta “cuanto más fuertemente la exigíamos”.
La compañía ofrece esta comparación para ilustrar la importancia y el beneficio de mayores tasas de alimentación. Para tornear el Inconel 718 con un inserto cerámico redondo, sin recubrimiento, reforzado con filamentos que tiene un círculo inscrito de 0,5 pulgadas (12,7 mm), se recomienda una velocidad de corte de 244 m min, una alimentación de 0,008 ipr Mm/rev.) y una profundidad de corte de 0,080 pulgadas (2,03 mm). Esto da como resultado una tasa de eliminación de metales de 6 pulgadas por minuto (100,6 cm3/min).
Para cambiar a un inserto de cerámica de dureza de fase comparable, normalmente se necesita una ligera reducción de velocidad, pero la velocidad de alimentación puede aumentarse considerablemente.
Las aplicaciones actuales en producción indican que 700 a 750 sfm (213 a 229 m/min), 0,014 a 0,016 pulg/rev (0,36 a 0,41 mm/rev) y profundidad de corte de 0.080 a 0.120 pulgadas (2,03 a 3,05 mm) crean el “punto ideal” para mecanizar este material. El resultado es una tasa de eliminación de metal de 9,4 a 17,3 pulg3/min. (154,2 cm3/min a 283,5 cm3/min), cuando las condiciones son ideales.
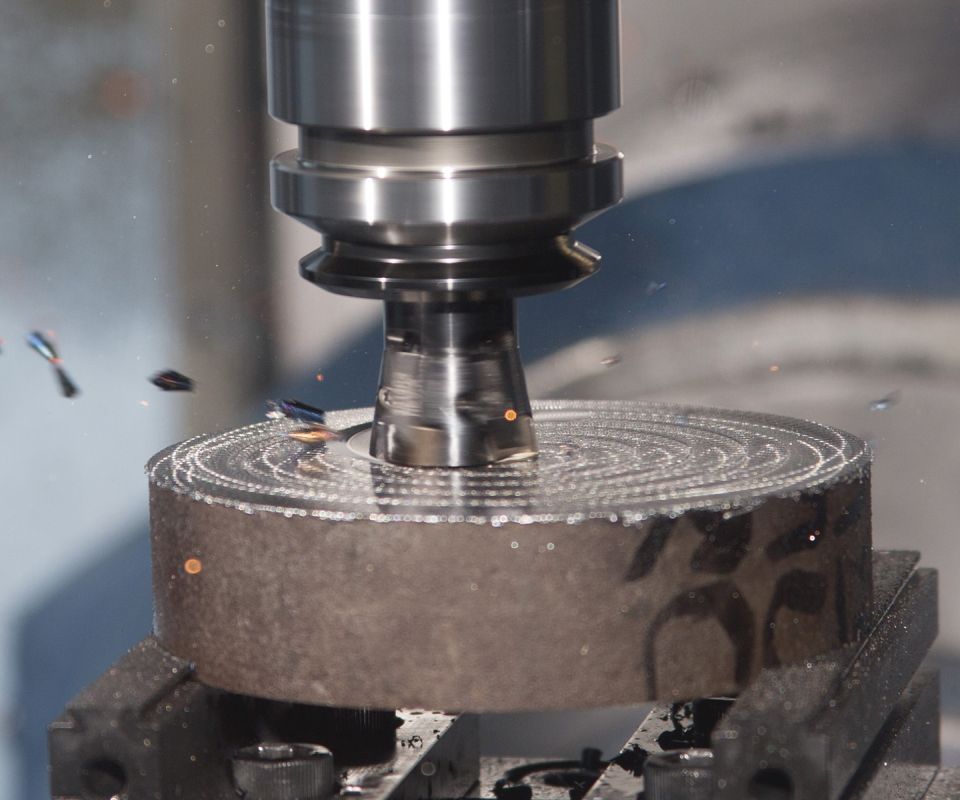
El fresado con los nuevos insertos compuestos de cerámica permite velocidades de alimentación agresivas para producir virutas con el grosor necesario para eliminar el calor. El efecto es un aumento significativo de la tasa de eliminación de metal. El mismo principio se aplica a las operaciones de torneado.
Otro importante beneficio de los insertos cerámicos endurecidos por fase se encuentra en aplicaciones que antes excluían la cerámica. El beneficio es la capacidad del material cerámico para operar a través de una amplia gama de velocidad de corte. Por ejemplo, cuando la cerámica no podía utilizarse porque las rpm disponibles en una máquina eran limitadas, las cerámicas de fase endurecida funcionaron bien.
La compañía dice que las velocidades de corte pueden ser tan bajas como de 450 sfm (137 pulg/min) y se puede combinar con una velocidad de alimentación ligeramente menor de 0,008 a 0,010 ipr (0,20 a 0,25 mm/rev) con la misma profundidad de corte usada para las cerámicas tradicionales. Este método se recomienda para piezas aeroespaciales voluminosas fabricadas en máquinas grandes, que a menudo tienen velocidades de husillo limitadas o en equipos que representan un peligro para la seguridad si se utilizan velocidades de husillo altas con piezas grandes.
Igualmente, el grado cerámico de fase endurecida tiene la capacidad de mantener la resistencia durante cortes exigentes, de alta fuerza e interrumpidos. El grado mecaniza con éxito piezas con escala de forjado o de fundición, así como materiales altamente abrasivos.
Según se indica, el hierro de grafito compactado en bloques de motores y carcasas de bombeo se fresa con éxito a una velocidad de aproximadamente 1,800 sfm con el nuevo grado (en comparación con el carburo a velocidades que permite velocidades de 350 a 550 sfm). De manera similar, el hierro nodular torneado anteriormente con carburo a 200 sfm y 0,010 pulg/rev se puede tornear con el Xsytin-1 a 400 sfm y 0,020 pulg/rev. Se dice que se obtienen resultados similares en hierro dúctil, aleaciones de acero y acero inoxidable.
Greenleaf ha le estado proporcionando el nuevo grado a algunos clientes por más de un año. Los resultados de estas diversas aplicaciones han ayudado a la compañía a refinar sus recomendaciones de velocidad y alimentación para la amplia variedad de materiales de piezas para los que es adecuado. El Xystin-1 está actualmente disponible en varios estilos de inserto, incluyendo geometrías redondas, de botones, cuadrados y especiales.
CONTENIDO RELACIONADO
-
Proveedores de herramientas de corte comprometidos con el reciclaje de carburo
Seco Tools, Sandvik Coromant, Walter Tools y Kennametal han establecido ambiciosos objetivos de sustentabilidad para alcanzar altas tasas de recuperación y reciclaje en sus productos y para disminuir el impacto ambiental de sus operaciones. Aquí revisamos sus estrategias para el reciclaje de herramientas de carburo.
-
Cómo entender las herramientas de fresado de segmento circular
La fresa de segmento circular representa una clase de herramienta de fresado en la cual el software CAM es clave para usar la herramienta de manera efectiva. Los perfiles de corte presentados en los ángulos adecuados permiten reducir el tiempo de ciclo en piezas de trabajo contorneadas como moldes. Un ingeniero de una compañía CAM discute el papel de esta herramienta.
-
Herramienta de perforación y biselado en un solo paso reduce tiempo de ciclo
Una pieza para la industria de petróleo y gas con muchos agujeros requería que Utex usara dos herramientas diferentes para asegurar diámetros internos y externos sin rebabas. Con la herramienta Veule-S de Heule, el taller logró ahorros de tiempo por ciclo de un minuto completo al realizar perforaciones y biseles en un solo paso.







