






El supervisor del taller, Kenny Urban, junto a la primera máquina de cinco ejes de Meyer Tool and Manufacturing, una Hurco VMX42SRTi. El taller incorporó esta máquina hace cinco años, cuando ganó la licitación para una pieza especialmente compleja.
“Aceptamos muchos de los trabajos que otras empresas evitan por ser complejos —afirma Kenny Urban, supervisor del taller de mecanizado de Meyer Tool and Manufacturing—. Nuestro lema es que construimos lo imposible”.
La reputación de Meyer Tool de construir lo imposible comenzó cuando Frank Meyer fundó la empresa en 1969. Meyer, operario del Laboratorio Nacional de Argonne, vio venir los despidos y montó un taller propio en el garaje de su casa, con un torno y una Bridgeport. Pronto empezó a trabajar en la fabricación de recipientes de presión y vacío para Argonne y otros laboratorios nacionales.



Para fabricar estas piezas, la empresa, que ahora dirige la hija de Frank, Eileen, está integrada verticalmente con servicios de ingeniería, mecanizado, soldadura, ensamblaje e inspección en su planta de Oak Lawn (Illinois). El taller de mecanizado cuenta con 14 máquinas-herramienta (una combinación de fresadoras y tornos manuales y CNC) y seis empleados.
La creación de prototipos y el trabajo de I+D de laboratorios y empresas privadas le han proporcionado a Meyer Tool una base sólida. Aunque fabricar piezas para proyectos complejos como aceleradores de partículas es un trabajo satisfactorio, considera ampliar su base de clientes. Urban afirma que el objetivo de la empresa es alcanzar el 70 % de trabajo OEM, con más volumen y trabajos repetidos.
Para lograrlo, está abierta a adoptar nuevas tecnologías. “Digamos que conseguimos un gran contrato con un volumen elevado. No tenemos ningún problema en adquirir ese cobot o invertir en nosotros mismos para poder asumir ese tipo de trabajo —afirma Urban—. Estamos abiertos a todo lo que se nos presente”.
Así, la empresa adquirió su primera máquina de cinco ejes hace cinco años. Uno de los clientes de Meyer Tool se dirigió al taller con una pieza. El taller es uno de los pocos proveedores aprobados por este cliente, así que tenía muchas posibilidades de conseguir el trabajo. Pero la pieza era muy compleja: una cúpula con múltiples orificios roscados y un canal de agua que se curvaba alrededor de la parte superior de la pieza. Urban sabía que requeriría un mecanizado en cinco ejes. El taller llevaba tiempo considerando la posibilidad de adquirir una máquina de cinco ejes y, con este trabajo, decidió que había llegado el momento de comprar una Hurco VMX42SRTi.
La VMX42SRTi cuenta con un cabezal giratorio de eje B y una mesa rotativa de eje C que está enrasada con la mesa de la máquina. Esta configuración, combinada con su mesa de 50 por 24 pulgadas proporciona flexibilidad a Meyer Tool. El taller puede mecanizar piezas grandes, como la cúpula, de más de 60 cm de diámetro. O, en lugar de una pieza grande, el espacio extra puede utilizarse para más de una pieza.
“Ahora tengo toda una mesa en la que puedo colocar otra prensa y hacer varias configuraciones en una sola máquina, lo que está muy bien”, dice Urban. El cabezal del eje B puede acceder a la mayoría de las zonas de estas piezas para mecanizarlas.

En lugar de una mesa Trunnion, la VMX42SRTi está configurada con un cabezal giratorio de eje B y una mesa rotativa de eje C que está a ras con la mesa de la máquina, lo que le permite a Meyer Tool mecanizar piezas más grandes o configurar varias piezas a la vez en la máquina. Foto Meyer Tool & Manufacturing.
Fresado polar
La máquina en sí era solo una pieza del rompecabezas necesario para completar el trabajo. El taller tenía que averiguar cómo programar el maquinado en cinco ejes. La pieza requería un contorneado y rectificado completo en cinco ejes, algo que Urban nunca había programado antes. El tamaño de la pieza, superior al de la mesa rotativa de la máquina, se sumó al reto.
Mientras Urban buscaba información sobre la programación de cinco ejes, encontró un video en YouTube, de Hurco Europe, que mostraba el fresado polar en la VMX42SRTi. El fresado polar es una estrategia que bloquea el eje Y de la máquina, y todos los movimientos del eje Y se transfieren al eje C. “Esencialmente, puedes programar piezas más grandes que tu sobre y mantener todos los movimientos justo en el centro de la máquina”, explica.
El programa utilizado en el video era Autodesk Powermill, y Meyer Tool invirtió en él por su capacidad de fresado polar. Urban sabía que el taller podría utilizar esta estrategia en otros trabajos porque muchas de las piezas que mecaniza son más grandes que el área de trabajo de la VMX42SRTi.
Esta estrategia también tiene la ventaja de producir piezas con tolerancias más ajustadas. “Siempre que puedas limitar el exceso de movimiento, vas a tener una pieza más precisa”, señala.
Cuando se mueven los ejes X, Y y Z, son tres ejes y tres tornillos de bolas los que tienen que moverse. Pero si solo se mueven los ejes C y X, se elimina el movimiento adicional que podría afectar negativamente la calidad de la pieza.
Por ejemplo, Urban utilizó el fresado polar en una pieza reciente para reducir las vibraciones durante el desbaste con una fresa de tres pulgadas. “Cuando me acercaba a la parte delantera de la pieza, donde no había tanto soporte, la herramienta de corte empezaba a vibrar —explica—. Así que decidí saltar a Powermill y cambiarla a una trayectoria de herramienta de fresado polar. Y se quedó justo en el centro de mi mesa y redujo las vibraciones”.
Urban dice que la programación en cinco ejes daba miedo al principio porque el código es más complicado que el mecanizado en tres o cuatro ejes. Pero Autodesk y Hurco trabajaron estrechamente con él en esa primera pieza e, incluso, firmaron acuerdos de confidencialidad con el cliente. “Autodesk me enseñó a programarlo y Hurco a configurarlo —explica—. Fue una colaboración genial”. Desde entonces, Urban ha seguido cursos de capacitación de Autodesk y prevé seguirlos en el futuro.
El taller también colabora estrechamente con NexGenSolutions, que ofrece soporte y capacitación para el software de Autodesk. “Cada vez que me atasco en algo, me lo solucionan con un ticket —comenta—. Se suben a mi computadora y me guían, me capacitan y me exponen cómo hacerlo sobre la marcha”.
Según Urban, la mayoría de las piezas de cinco ejes de Meyer Tool no requieren trayectorias completas simultáneas de cinco ejes. Se mecanizan posicionalmente, lo que puede programarse de forma conversacional en el control o en una computadora de escritorio.
Un tema de conversación
No todos los trabajos de cinco ejes de Meyer Tool requieren un movimiento completo y simultáneo de cinco ejes. De hecho, Urban dice que la mayoría de los trabajos de cinco ejes del taller utilizan mecanizado posicional de cinco ejes. Estos trabajos pueden programarse de forma conversacional mediante el control.
El control de Hurco utiliza el software WinMax, que soporta una función llamada Transform Plane, diseñada para hacer intuitiva la programación conversacional de trabajos de posición de cinco ejes. Urban afirma que Hurco le proporcionó un bloque de capacitación con los diferentes planos etiquetados, que utiliza para determinar cómo transformar los planos durante la programación conversacional.
El control también soporta programación concurrente, lo que les permite a los usuarios programar en el control mientras se está ejecutando otro programa. Los usuarios también pueden maximizar el tiempo de actividad del husillo al crear programas conversacionales en una computadora con el software WinMax Desktop y enviarlos después a la máquina.
Urban afirma que el acabado superficial es uno de los factores más importantes a la hora de decidir si utilizar el mecanizado posicional o simultáneo en cinco ejes para una pieza determinada.
“Digamos que tengo una pieza que debe estar impecable. Necesito tenerla como un espejo —indica—. Voy a utilizar el simultáneo porque sé que puedo mantener la herramienta en la pieza todo el tiempo sin tener que levantarla, yendo y viniendo”.
Con el mecanizado posicional de tres o cinco ejes, la herramienta entra y sale del contacto con la pieza a medida que se reposiciona, y las marcas de permanencia que esto crea afectan negativamente el acabado superficial. Urban también bromea diciendo que considera el movimiento completo en cinco ejes “si quiero hacer un video atractivo” (publica con frecuencia videos mecanizados en su cuenta de Instagram, @patriot_mucheenist).
El mecanizado en cinco ejes le ahorra a Meyer Tool una cantidad significativa de tiempo al reducir las configuraciones, como ilustra esta pieza. Según Urban, “con todas las diferentes ]configuraciones, volteos y demás, probablemente diría que [la máquina de cinco ejes] me ahorró al menos 30 horas de trabajo”.
Preparándose para el mecanizado sin luz
Al igual que con el primer trabajo, el mecanizado en cinco ejes le ha permitido a Meyer Tool realizar trabajos que no podía hacer: piezas más complejas o con tolerancias más ajustadas. Pero el taller también es capaz de fabricar piezas que antes habría fabricado con una máquina de tres o cuatro ejes de forma más eficiente, lo que le ayuda a conseguir más trabajo.
“El mercado es muy competitivo, especialmente con los trabajos de laboratorio —señala Urban—. A veces se licitan cientos de empresas diferentes”.
El mecanizado en cinco ejes es especialmente beneficioso para talleres de gran volumen como Meyer Tool. “Somos un taller de fabricación a medida y hacemos algo nuevo cada vez. La configuración, que puede llevar al menos una hora, reúne lo que necesitas y lo monta todo. Así que podemos reducir el tiempo bastante”.
La reducción del número de configuraciones en la máquina de cinco ejes le ha permitido a Meyer Tool realizar también más mecanizados sin luz. El mecanizado sin luz requiere un cierto nivel de confianza en el proceso y en la máquina. “No mecanizábamos sin luz muy a menudo antes de adquirir la VMX42SRTi —refiere Urban—. Creo que es porque confiamos mucho en esta máquina”.
El taller mantiene esta confianza por el mantenimiento periódico de la máquina, que se revisa y calibra todos los años. Urban también confía en sus programas porque puede utilizar el software de control o WinMax Desktop para comprobar si hay errores antes de ejecutarlos. Y puede utilizar el programa Extended Shop Floor, de Hurco, para monitorizar a distancia la máquina desde una computadora o un teléfono cuando funciona sin supervisión. Muestra información como el estado de la máquina y el medidor de carga, e incluye una transmisión en directo desde una cámara situada en el interior de la máquina. Con estos controles, Urban dice que apaga las luces siempre que puede.
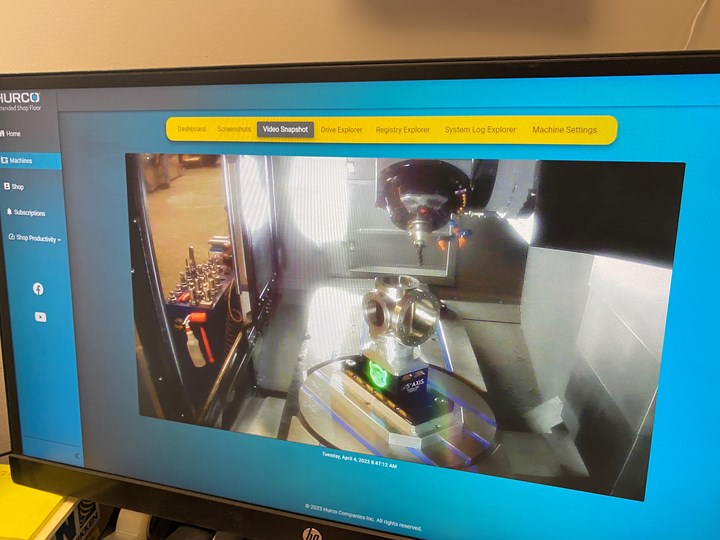
El mantenimiento regular de las máquinas, la posibilidad de comprobar los programas en busca de errores mediante el software de control o WinMax Desktop y la capacidad de monitorización de las máquinas a través de Hurco Extended Shop Floor proporcionan una seguridad adicional cuando se trabaja sin supervisión.
Lo mejor de dos mundos
La VMX42SRTi ha sido un gran éxito para Meyer Tool, así que cuando Hurco le dio al taller la oportunidad de probar una nueva máquina de cinco ejes, como parte de su asociación con el taller Hurco Pro, no dejó pasar la oportunidad.
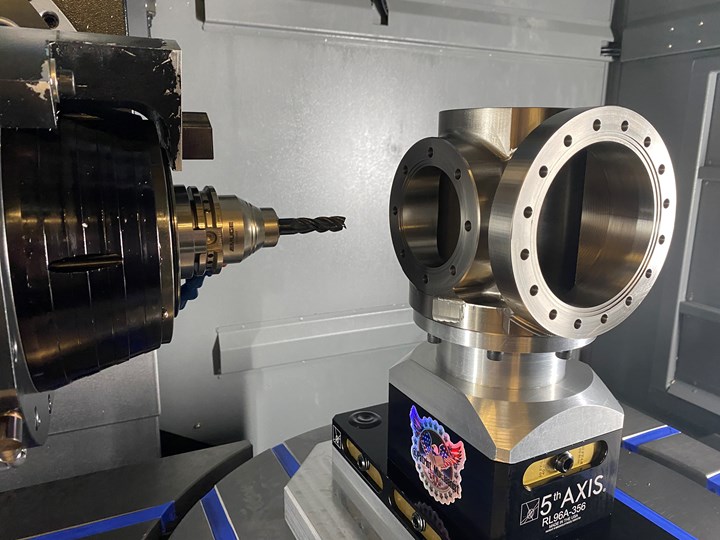
En el momento de mi visita, el taller esperaba una máquina de cinco ejes estilo Trunnion VMX30UDi, que le proporcionará una mayor capacidad de cinco ejes, así como variedad en sus capacidades de cinco ejes. El cabezal giratorio de la VMX42SRTi no puede llegar a la parte inferior de una pieza a menos que esté sobre elevadores lo suficientemente altos para que el cabezal giratorio pueda pasar por debajo de la pieza. Los elevadores son posibles con el sistema de sujeción modular RockLock de 5th Axis del taller, pero esta configuración no siempre es ideal porque puede ser menos estable. “Ahora tenemos lo mejor de los dos mundos”, dice Urban.
La VMX30UDi también tiene un cambiador de herramientas de mayor capacidad, con espacio para 60 herramientas en lugar de las 30 estándar de Hurco. Urban afirma que la capacidad adicional de herramientas será útil para piezas más pequeñas (que tienden a utilizar más herramientas que las piezas grandes). También será útil para herramientas redundantes que, combinadas con una sonda de herramientas, ayudarán en el mecanizado sin luz.
En definitiva, el mecanizado en cinco ejes le ha permitido a Meyer Tool fabricar piezas más baratas y rápidas. Urban cree que esta capacidad se está convirtiendo en una necesidad para que los talleres puedan competir. “En la actualidad, los presupuestos se ganan por precio y plazo de entrega —afirma—. Tener una máquina de cinco ejes te da ambas ventajas”.








Contenido relacionado

TYAMSA: fabricación de tornillería especial con tecnología CNC
La fabricación de tornillería especial desempeña un papel esencial en sectores estratégicos como el siderúrgico, eólico, metalmecánico y cementero en México. TYAMSA (Tornillos y Aceros Monterrey) representa un ejemplo de cómo la adopción de tecnología CNC avanzada y el compromiso con la calidad pueden transformar un negocio de distribución en un proveedor clave de componentes críticos para la industria pesada.
Leer Más
Ventajas de las máquinas CNC en la producción
¿Cómo influyen los sistemas de coordenadas y el control de movimiento en su desempeño? Este análisis explica los conceptos clave para entender el impacto del CNC en la manufactura.
Leer Más
Mecanizado de engranajes: materiales, herramientas y procesos
A medida que los vehículos eléctricos e híbridos ganan terreno, las estrictas exigencias de operación silenciosa y eficiencia energética impulsan innovaciones en el mecanizado de engranajes para maximizar la precisión, reducir el ruido y prolongar la vida útil de las transmisiones.
Leer Más
Avances significativos en el sector de las máquinas-herramienta
Las máquinas-herramienta en México han experimentado una transformación radical debido a la adopción de tecnologías avanzadas, como la digitalización y la automatización, integrándose con sistemas de la Industria 4.0. Este artículo profundiza en cómo la evolución tecnológica está redefiniendo la manufactura.
Leer MásLea a continuación

Guía para optimizar el uso de centros de maquinado de 5 ejes
Explore los aspectos cruciales del uso de centros de mecanizado de 5 ejes, desde programación hasta elección de herramientas, para maximizar la rentabilidad.
Leer Más
Aprendiendo los diferentes matices del mecanizado de cinco ejes
Campbell Engineering se beneficia de un nuevo giro en el concepto de sujeción de trabajos Tomsbtone, el cual permite que uno de sus HMC desarrolle mecanizado 3+2 para reducir los desechos al tiempo que soporte las necesidades de volúmenes más altos para sus clientes de la industria médica.
Leer Más
Automatización y mecanizado de 5 ejes aumentan la productividad
Para hacer frente al aumento de la demanda, este taller realizó una importante inversión en soluciones de automatización y máquinas de cinco ejes para ampliar su capacidad de producción.
Leer Más