


Compartir

Horizontal machining’s throughput increases have boosted McKenzie CNC’s capacity, with the shop taking on more work for new and existing clients. The shop’s range of capabilities also expanded through its ISO 9001 certification, which it earned just after moving to Estacada in 2020.
“Un horizontal equivale a tres verticales”, afirma Luke McKenzie, fundador y dueño de McKenzie CNC, un pequeño taller de mecanizado de Estacada, Oregón.
Con solo 5,000 pies cuadrados de espacio en el piso a su disposición, elegir máquinas que proporcionen la mayor productividad por pie cuadrado es vital. Esto significa no solo conseguir una alta utilización durante las horas diurnas, sino también encontrar máquinas que el taller de seis personas pueda utilizar para realizar trabajos nocturnos.
Contenido destacado



Si bien la elevada carga de trabajo del taller hace que los robots industriales no encajen bien, el uso inteligente de pallets en máquinas horizontales de cuatro ejes ha llevado a lo que McKenzie dice que es casi triplicar la productividad y los beneficios en comparación con el pasado, cuando el taller utilizaba principalmente centros de mecanizado vertical de alta velocidad.
Añadir un eje de mecanizado, restar operaciones
McKenzie CNC compró su primer centro de mecanizado horizontal —un DMG MORI NHX4000 de cuatro ejes y dos pallets— en 2018, doce años y tres sedes en la historia del taller. El taller adquirió un segundo DMG MORI NHX4000, este con un pool de cinco pallets, en agosto de 2021. Además, amplió su arsenal de centros de mecanizado horizontal con una máquina de cuatro ejes Makino A51 de dos pallets en los últimos meses de 2022.

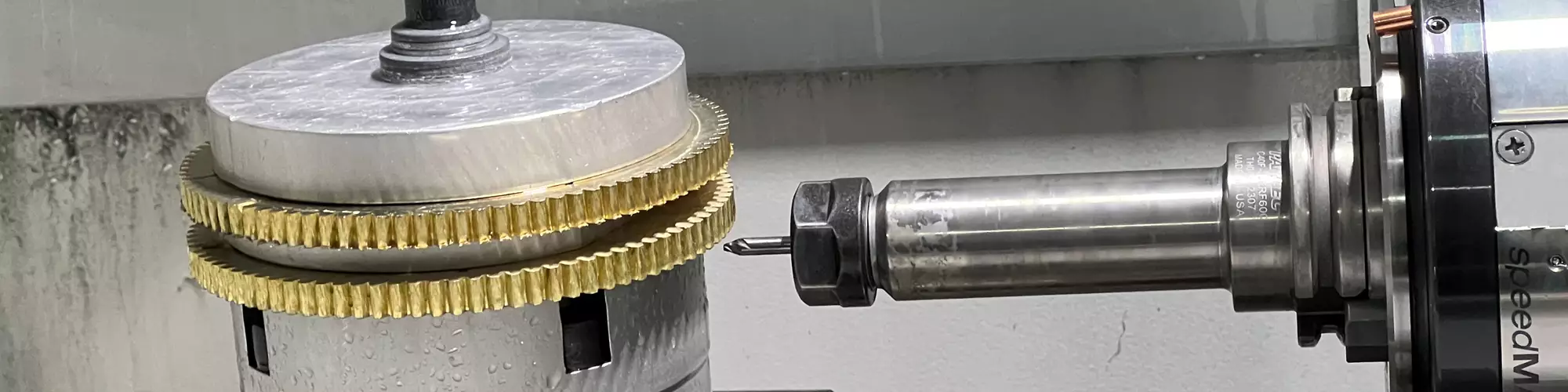
By programming this component for a commercial tooling application for simultaneous machining instead of hobbing, McKenzie CNC was able to consolidate its tooling. The cutting tool mills teeth on the wheel at an angle, moving on the Y-, Z- and B-axes simultaneously.
Mientras que los centros de mecanizado vertical de tres ejes y alta velocidad del taller hacían un gran trabajo con las piezas nuevas, mover las piezas entre operaciones añadía un tiempo de inactividad significativo para los muchos pedidos repetidos del taller.
El mecanizado horizontal de cuatro ejes con pallets ha reducido el número de operaciones necesarias para producir muchas piezas. En lugar de volver a fijar las piezas para mecanizar cada cara, el pallet puede girar la pieza y abrir el acceso al husillo para mecanizar varias caras en un solo programa. El mecanizado de las seis caras de una pieza puede requerir solo dos operaciones.
La consolidación operativa que proporcionan estas máquinas de cuatro ejes se equipara a la de las máquinas de cinco ejes en la mayoría de los casos, y la capacidad del NHX4000 para realizar mecanizados simultáneos en cuatro ejes le permite al taller adelantar operaciones que los VMC de tres ejes del taller serían incapaces de gestionar.
De hecho, McKenzie solo puede pensar en una pieza que se beneficiaría de una máquina de cinco ejes en comparación con el enfoque actual de su taller. El responsable, Leo Mota, también señala que el espacio libre y el área de trabajo en las máquinas de cuatro ejes del taller son mucho mayores que en las máquinas de cinco ejes de tamaño (o precio) comparable.
La ejecución de varias piezas en un mismo pallet también ha impulsado el aumento de la productividad de McKenzie CNC. Para una pieza de antena de radio, las antiguas fresadoras verticales completaban una pieza cada ocho minutos. Ahora, el taller puede cargar cuatro piezas de siete pulgadas de largo en una cara, cortando cada barra en tres partes. Dividir las barras y mecanizarlas lleva un total de 18 minutos, pero produce 12 piezas por lote. La posibilidad de mecanizar varias piezas seguidas con la misma configuración también reduce los cambios de herramienta.
Todos estos cambios de herramienta son indispensables para completar una operación, pero en lugar de cambiar las herramientas para completar cada pieza a su vez, la configuración de pallet le permite a McKenzie CNC realizar todas las operaciones necesarias con una sola herramienta antes de cambiarla y minimizar el tiempo de inactividad.
En marcha hacia la automatización
Otra aplicación para un cliente automotriz utiliza tres caras de una lápida para alojar seis piezas cada una para su primera operación, mientras que aloja 18 de estas piezas en la cuarta cara para la segunda operación. Ambas operaciones se ejecutan con el mismo programa, y esto no es ni mucho menos el límite, pues McKenzie afirma que pueden ejecutarse hasta ocho programas en cada uno de los cinco pallets de la máquina.
O, mejor dicho, ocho subprogramas. Cada uno de los HMC del taller utiliza un programa principal que McKenzie denomina driver de pallet, que a su vez se ejecuta a través de una lista de macros de activación/desactivación. Estas macros corresponden a programas de piezas CNC completos y a datos de offset.
Los programadores pueden alternar estas macros a voluntad e indicarle a la máquina qué piezas están cargadas en la máquina y, por tanto, qué programas y compensaciones utilizar para el ciclo de mecanizado de ese pallet. Esta flexibilidad no solo es útil para agilizar las configuraciones, sino que también le permite al operario del turno de noche detener cualquier programa de piezas que experimente errores mientras continúa mecanizando otras piezas del pallet.
Con el driver de pallet, McKenzie CNC realiza normalmente entre seis y ocho horas de mecanizado durante la noche. La acumulación de virutas no ha resultado un reto hasta ahora —después de todo, el mecanizado horizontal significa que las virutas caen por sí solas con la gravedad, y el operario nocturno puede vaciar los cubos de virutas sin mayor problema— y una ligera experimentación con el refrigerante ha sido suficiente para evitar cualquier problema de formación de espuma.
Sistema de sujeción personalizado
Para que estos programas funcionen repetidamente es necesario que el sistema de sujeción sea uniforme. Por ello, McKenzie CNC adopta un enfoque práctico al diseñar las fijaciones. Mientras que el trabajo básico de prensa se adapta a la mayoría de las piezas únicas o en desarrollo, una vez que los trabajos se convierten en asuntos repetitivos, el taller diseña fijaciones personalizadas para ejecutar estas piezas en los sistemas de pallet.

McKenzie CNC is starting to utilize more modular workholding, such as the pictured Triag devices distributed by Advanced Machine and Engineering. The shop custom machines the fixturing in-house to fit its applications, using SolidWorks for design and Mastercam for programming.
Las fijaciones personalizadas pueden utilizar equipos fabricados por el propio taller o aprovechar los equipos que este adquiere y adapta a sus necesidades.
Muchas de las mordazas que compra McKenzie CNC se fijan con pasadores, de modo que pueden ajustarse una vez, retirarse de la máquina, volver a colocarse, y mantener una precisión perfecta la próxima vez que el taller repita su trabajo asociado.
Otras mordazas pueden girar y pasar de una orientación horizontal a otra vertical para sujetar piezas muy largas o varias más pequeñas. Además de las mordazas, el taller también ha invertido en algunos pallets poco tradicionales: aunque la mayoría son cuadrados estándar, la empresa ha personalizado uno de los pallets de su parque de cinco pallets con una extensión vertical y macros de programa reprocesadas.
El taller ha utilizado estas fijaciones junto con las máquinas multi-pallet, lo que le ha permitido alcanzar una utilización del husillo cercana al 90 % en estas máquinas. McKenzie sugiere que nuevas optimizaciones de la fijación podrían elevar esta cifra hasta el 95 %.
Los buenos diseños ahorran dinero
Los resultados finales de los esfuerzos de fijación McKenzie CNC mejoran el acceso del husillo a las piezas, pero a veces la limitación de herramientas y piezas de almacén exige rediseñar la pieza.
El taller no suele diseñar piezas completas, pero “si vemos que nuestros clientes pueden hacer un cambio, si tiene sentido para todos, se lo diremos”, dice McKenzie.

By drilling small holes in this part to enable fixturing on its HMC, McKenzie CNC was able to reduce bowing issues during the engraving process and improve consistency in the countersinks. The shop also added a probing cycle to adjust offsets — these changes combined led to a 95% reduction in reworks.
Por ejemplo: una pieza requería soldar un pasador en un orificio en las especificaciones de diseño originales de un cliente, pero los operarios de McKenzie CNC vieron que podían cambiar el orificio por una versión roscada. A partir de ahí podían tomar un perno de hombro común y barato ya utilizado en otra parte de la pieza, recubrirlo con Loctite y atornillarlo en su lugar para un ajuste seguro.
La eliminación de las operaciones de soldadura y la consolidación de los componentes redujeron los costos y la duración de los ciclos, al tiempo que cumplían el resto de los requisitos de la pieza.
Otra pieza para la industria del herramental requería un grabado, y el diseño original para los VMC utilizaba una abrazadera que sujetaba la pieza. Desgraciadamente, como el grosor de la pieza variaba incluso unas milésimas de pulgada, el material podía arquearse y requerir reprocesado o desguace en esta última fase.
McKenzie CNC le pidió a su cliente que añadiera dos orificios en la pieza en bruto —cambio que no aumentaba el costo de la pieza— para que el taller pudiera utilizar dos tornillos con el fin de fijar la pieza cerca del lugar del grabado. El taller pudo entonces ejecutar el grabado en sus HMC e incluir un ciclo de sondeo como parte del programa para ajustar las compensaciones de trabajo y compensar las variaciones de grosor.
El cliente también añadió cuatro orificios con el fin de que McKenzie CNC pudiera sujetar una sección diferente de la pieza para una operación posterior y producir avellanados más uniformes. Estos cambios mejoraron el tiempo de ciclo del grabado en un 20 %, al tiempo que redujeron los reprocesados en un 95 %.
Mejorar día tras día
Esta extraña combinación —sin un proceso establecido para mejorar las piezas, sino aprovechando las oportunidades de mejora a medida que se presentaban— se refleja en la actitud de McKenzie CNC hacia la optimización continua.
McKenzie afirma que la empresa, formada por seis personas, imparte formación sobre nuevos equipos cuando es necesario, con un alto nivel de documentación que ayuda al resto del taller cuando una persona descubre una pieza de un equipo o una técnica difícil.

McKenzie CNC uses both traditional horizontal fixturing and vertical fixturing, with the latter particularly useful for long parts.
Esto no quiere decir que la formación en toda la empresa sea completamente aleatoria. El taller adquirió recientemente un servoalimentador de barras Edge Technologies Rebel V-65 y un recogedor de piezas para empezar a automatizar su torno Okuma LB3000 Ex-II.
Aunque la célula aún no estaba lista para funcionar sin operario durante mi visita a mediados de enero, McKenzie dijo que la automatización completa sin luz para el torneado era uno de los objetivos del taller para un futuro próximo.
El taller no solo necesita otro HMC, sino que también ayudará a los operarios a adquirir experiencia con el formato de control de Makino.
Esta experiencia facilitará la transición al próximo gran salto en productividad del taller: la instalación de un pool de 12 pallets lineales.
CONTENIDO RELACIONADO
-
Siete Leguas Automotive: producción de autopartes de clase mundial
Hace cuatro años se creó en Gómez Palacio, Durango, una planta de producción de componentes automotrices en aluminio. Lo que empezó solo con mecanizado para cajas de engranaje, ahora es un proceso de manufactura integral de fundición de presión de inyección de aluminio y el mecanizado de autopartes para proveer a los más importantes OEM.
-
Electroerosionadoras: ¿Qué es el mecanizado por descarga eléctrica?
El mecanizado por descarga eléctrica, o EDM (Electrical Discharge Machining), es una forma de mecanizado sin contacto que dispara chispas desde un electrodo o alambre para vaporizar material de cualquier dureza.
-
Maquinado en cinco ejes revoluciona el diseño y la manufactura
Además de solucionar los retos que trae el mecanizado de geometrías complejas, los nuevos centros de maquinado en cinco ejes integran capacidades de fresado, torneado, manufactura aditiva y láser, junto con las tecnologías propias de la Industria 4.0.







