
Aumente la eficiencia del mecanizado con desbaste adaptativo de alta velocidad en CAM
Este taller de mecanizado utiliza software CAD/CAM para incrementar la eficiencia de sus máquinas viejas, mejorando la producción de partes y creando nuevas oportunidades de negocio en el proceso.
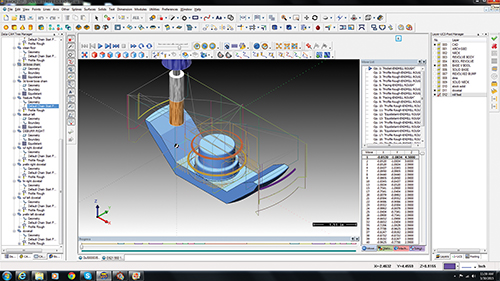
Esta pantalla muestra un ensamble de herramienta que resalta los patrones de herramienta 3D en estructura de alambre planos y de tres ejes, usados en el paquete V27 Mill Pro de BobCAD/CAM. El fresado de estructura en alambre en tres ejes y el fresado de tres ejes le permite a KPI desbarbar o mecanizar geometrías complejas rápidamente.
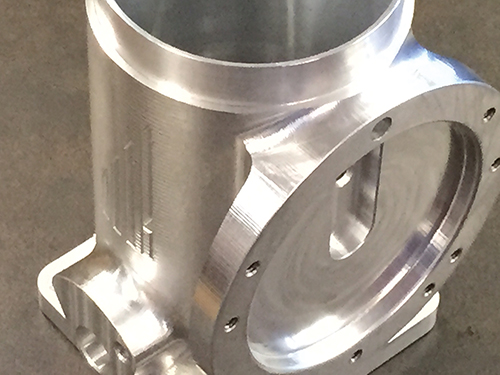
KPI manufactura componentes de alta calidad mecanizados por CNC con énfasis en baja cantidad y en un tiempo rápido de respuesta. Aquí una pequeña muestra de algunas de las partes que produce.

KPI Machining tiene una operación de manufactura con cinco personas, que produce una amplia variedad de componentes, fijaciones y herramental para diferentes industrias.
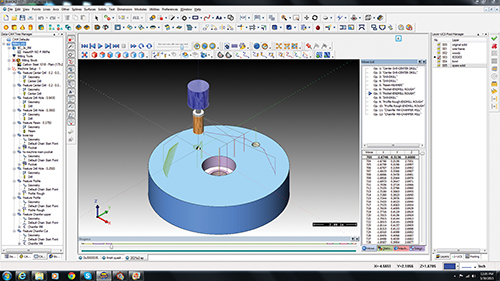
Esta pantalla muestra la simulación de fresado de un tambor de freno trasero para una motocicleta. A pesar de que KPI Machining hace la mayoría de su trabajo para la industria de petróleo y gas, les gusta aceptar pedidos exclusivos de clientes que les permiten utilizar diferentes características del software CAD/CAM.

Scott Carpenter, presidente de la empresa, inspecciona un componente en KPI Machining, una compañía que le compró a su padre en 2012.
Compartir
Lea a continuación



KPI Machining tiene una operación de manufactura con cinco personas que produce una amplia variedad de componentes, fijaciones y herramental para diferentes industrias. Sin embargo, no siempre ha sido así.
Barry Carpenter comenzó la compañía en su garaje en Sheridan, Illinois, a finales de los años 70 con una sola fresadora manual y un solo torno manual. Él encontró un nicho especializándose en la producción de cajas de engranajes. La compañía pronto incorporó máquinas CNC y más personal y se trasladó a unas instalaciones más grandes. En su pico de producción, la compañía empleaba a ocho personas. Sin embargo, el año 2008 fue devastador. Scott Carpenter, el hijo de Barry, recuerda que la recesión ese año fue particularmente dura para el principal cliente de KPI y, por lo tanto, para KPI. El taller había confiado mucho en el negocio de este cliente, y esa estrategia falló.



“Mi padre, como muchos propietarios de negocios pequeños, tenía un solo cliente que contaba por el 80 % de su trabajo”, dice el joven Carpenter. “Él tuvo que cerrar la empresa porque no diversificó”. Carpenter padre se retiró en 2008 y comenzó a poner en venta los equipos de KPI. Aparentemente, ese fue el fin de la compañía.
Afortunadamente, los equipos no se vendieron rápidamente. Scott Carpenter y un amigo, Eric Pine, estaban trabajando juntos en un taller en Aurora, Illinois. Ambos estaban interesados en lo que vieron como una oportunidad para dirigir un pequeño taller y convertirlo en algo más grande. En 2011, Scott regresó a KPI para ayudar a su padre a preparar una máquina que se había vendido recientemente. Él le contó a su padre durante esta visita que estaba interesado en comprar lo que quedaba de la compañía. “Le pedí a mis padres no vender más equipos”, cuenta. Pero los padres de Carpenter no estaban seguros. “Ellos no me iban a dar las llaves sin un plan de negocio”, dice él. “Tomó seis meses de negociación, pero al final logramos un acuerdo y me quedé con el negocio”.
Así, KPI Machining reabrió oficialmente sus puertas en 2012, inicialmente con apenas dos personas – Carpenter y su amigo Pine– junto con el equipo del taller original, que incluía un viejo centro de mecanizado CNC y un torno CNC. Luego añadieron un VMC Haas más nuevo (pero aún usado), modelo 1997. La meta a largo plazo, según Pine, era establecer una diversa base de clientes y comprar maquinaria multieje para expandir las capacidades de la compañía.
Hubo trabajo desde el principio. El taller recibió inmediatamente pedidos de componentes para la industria de petróleo y gas. El taller continuó produciendo otros componentes, como poleas, cubos, estructuras, pernos y válvulas de estrangulación para aeronaves. “El negocio realmente despegó rápido”, cuenta Pine.
El reto era saber cómo llevar las máquinas existentes del taller, las cuales no son rápidas en comparación con un equipo moderno, y usarlas de modo que se mantuvieran con los negocios que el taller estaba vislumbrando.
Ambos dicen que una característica que fue evidentemente valiosa para cumplir este reto es la opción de desbaste adaptativo de alta velocidad que encontraron en el software CAM de BobCAD-CAM. Esta opción mejora la eficiencia del corte al minimizar la acción de parada y arranque típica de los patrones de herramienta con separación tradicionales. En patrones de herramienta creados con esta característica, la herramienta permanece agarrada al material a través del corte. Debido a que esto produce una carga más continua en la herramienta, libre de paradas y arranques, KPI dice que ha sido capaz de usar esta característica CAM para cortar más profundo, cortar más productivamente y utilizar aún más longitud de la herramienta de corte en el fresado.
La opción de alta velocidad ha ahorrado mucho más que sólo tiempo en varios proyectos de KPI, dice Pine. Con un patrón de herramientas convencionales, “usted toma la izquierda, toma la derecha”, pero los patrones de herramientas adaptativos, por el contrario, están compuestos de movimientos circulares traslapados que siguen la geometría de parte para mantener la herramienta en el material. Como resultado, Pine dice que esta característica no produce estrías o chirridos en las esquinas de las partes.
“Esto no sólo le ahorra a la compañía una gran cantidad de tiempo sino que también permite grandes ahorros por desgaste de herramientas”.
El agarre constante se aplica incluso en tres dimensiones. Por ejemplo, otra característica CAM que ha beneficiado la operación de KPI es las rampas con contorno, las cuales pueden usarse para fresado helicoidal, mecanizado de ranuras, creación de ranuras para O-ring, desbaste de perfiles de partes y fresado de agujeros. En todos estos casos, en lugar de fresar en un solo nivel Z, el operador escoge bien sea una profundidad por pasada o un ángulo de corte. El programa resultante fresa continuamente hacia dentro de la parte en lugar de fresar en pasadas.
Y, de cierta forma, las características CAD/CAM también les permiten a los gerentes del taller estar enganchados. Pine dice que los cambios de diseño a componentes o familias de partes ya no son tan demorados como lo fueron en el pasado, gracias a la capacidad del software de asociar el modelo de parte a un “árbol” CAM de opciones del programador. Esto permite cambiar características de la parte sin tener que reescribir el programa.
Si el diseño de la parte cambia, dice Pine, él simplemente la vuelve a dibujar, reselecciona el modelo cambiado y recalcula el patrón de herramienta, permitiéndole al software asociar el nuevo modelo al árbol CAM existente. Esta característica ha sido particularmente útil para diseñar familias de partes. Al asociar una nueva parte en una familia a un árbol CAM existente, el patrón de herramientas puede programarse en minutos, dice él.
Ésta y otras características y funciones del software han generado una variedad de beneficios para KPI. Los líderes de este taller, aún pequeño y ahora con cinco empleados, al principio dudaban de beneficiarse con las nuevas capacidades, pero pronto se dieron cuenta que ir hacia delante era parte de la razón por la que inicialmente querían operar este taller.
Afortunadamente, la inversión en software se ha pagado para el taller, en el sentido que le ha permitido a KPI lograr una gran cantidad de éxitos con su hardware existente. Con las ganancias de este éxito, la inversión en nueva maquinaria multieje será la próxima.
Nuevas tecnologías en CAM para cumplir con sus indicadores de producción
A Eric Pine le gusta conocer nuevas tecnologías, ver la manufactura de formas no tradicionales y explorar cómo pueden abordarse los proyectos de formas diferentes. “Me gusta pensar fuera de la caja y controlar la forma en que opera KPI sin limitaciones o dudas”, comenta. En primera instancia, esta necesidad de creatividad y propensión al riesgo fue lo que llevó a Pine a ayudar a Scott Carpenter a reabrir el taller de su padre.
En el pasado, Pine podía experimentar sólo con procesos y procedimientos de manufactura en su tiempo libre, pero como vicepresidente-gerente de producción en KPI, ahora tiene la libertad de tomar riesgos. El equipo en KPI está totalmente comprometido con esta filosofía. “Si pensamos que hay una mejor forma de fabricar una parte, entonces exploramos otras opciones”, dice Pine. “Es un cambio de ritmo bienvenido, el tener esa clase de flexibilidad cuando se maneja un taller de trabajos pequeño”.
Esta creatividad puede ocurrir en la máquina, en la computadora e incluso mientras los empleados están sentados discutiendo una nueva asignación. “Hacemos gran cantidad de preguntas aquí”, cuenta Pine. “¿Qué pasa si tratamos de hacer esto? ¿Usted cree que este método sería más eficiente a largo plazo? ¿Cómo puede el software CAD/CAM hacer nuestras vidas más fáciles?”.
No es extraño encontrar al padre de Carpenter, Barry, quien fundó la compañía, caminando por el taller haciendo sus propias preguntas. “Mi padre llega de vez en cuando para verificar cosas con nosotros y ver en qué estamos trabajando”, dice el joven Carpenter, ahora propietario y presidente de la compañía. “A él le gusta ver lo que estamos haciendo y qué clase de tecnología estamos implementando en el taller. Él mira de manera favorable el progreso hecho con la implementación del software”.







Contenido relacionado

Verisurf amplía capacidades de inspección con MTP Suite
La solución MTP Suite, de Verisurf, permite inspección en proceso directamente en herramientas CNC.
Leer Más
Integración de Fixturemate en GrabCAD Print Pro
La colaboración entre Stratasys y Trinckle permite integrar el software de automatización de diseño Fixturemate en la última versión de GrabCAD Print Pro, que facilita la creación de útiles impresos en 3D desde una sola plataforma.
Leer Más
Concepts NREC actualiza la eficacia del software CAM de cinco ejes
El Max-PAC, de Concepts NREC, está diseñado para talleres de trabajos de turbomaquinaria y fabricantes de máquinas-herramienta de cinco ejes.
Leer Más
¿Qué es el Diseño Asistido por Computadora o software CAD?
Con herramientas avanzadas, el software CAD permite modelar, simular y optimizar diseños con una precisión sin precedentes. Su integración con manufactura aditiva y simulaciones mecánicas agiliza el desarrollo de piezas, reduciendo costos y tiempos de producción. Este artículo analiza los tipos de software CAD, sus aplicaciones y cómo elegir la herramienta adecuada según las necesidades de diseño.
Leer MásLea a continuación

Sistema CAD y CAM integrado que aumenta la eficiencia del taller a través de la colaboración
Para obtener el mejor retorno de su inversión en equipos avanzados, Creations Unlimited pasó de un sistema con plataformas CAD y CAM independientes a un software integrado (el producto NX de Siemens PLM) para obtener mejoras en eficiencia.
Leer Más
Software CAD/CAM facilita la comunicación a fabricante de moldes
El software CAD/CAM para manufactura de moldes se convirtió en el “traductor universal” de una compañía, facilitando la comunicación y la interoperabilidad entre el cliente, el diseñador, el operario y la máquina.
Leer Más
Con software CAM, Molrio optimiza sus servicios para la industria llantera en México
Esta empresa de Guadalajara presta servicios a los fabricantes de llantas en México, gracias a su experiencia en la manufactura y reparación de moldes. En el camino por mejorar sus procesos de maquinado en cinco ejes, un software CAM fue clave para optimizar sus tiempos de producción y entrega.
Leer Más