



Compartir
Una de las primeras pistas que indican que Precision Plus es diferente de otros talleres mecánicos es tan suave como un chasquido. El sonido emana de más de una docena de tornos tipo suizo accionados mecánicamente en el centro del taller.
Alineadas en filas ordenadas y atendidas por alimentadores de barras, obviamente más nuevos, estas máquinas realizan el corte sin cubierta, sin los recintos amortiguadores de ruido que caracterizan a las máquinas CNC del taller. Una mirada más cercana revela una media docena de herramientas que entran y salen en forma simultánea de la pieza de trabajo a medida que giran las levas.
Contenido destacado




Aquí, Mike Reader junto a un torno CNC de doble husillo Miyano BNX. Mike está a cargo del programa de aprendizaje del taller, que capacita a los nuevos empleados en el uso de máquinas de tornillo tipo suizo. Foto cortesía Precision Plus.
Algunas de estas máquinas ya habían producido piezas durante años cuando la compañía se mudó a su ubicación actual en Elkhorn, Wisconsin, en el año 2000. Bajo el liderazgo de su presidente, Mike J. Reader, la compañía ha agregado varios equipos CNC más nuevos, que incluyen tornos de dos husillos Miyano ABX y BNX, así como diversos tornos CNC de tipo suizo Star y Tsugami. Y, sin embargo, Precision Plus todavía depende en gran medida de equipos que funcionan de la misma manera que cuando el padre de Reader, Phil, adquirió la empresa en 1988, es decir, mediante el uso de levas físicas en lugar de CNC para espaciar el tiempo y la profundidad de los cortes. ¿Por qué?
Esta fue mi primera pregunta a Michael P. Reader, vicepresidente de ingeniería (e hijo de Mike Reader). Su respuesta fue simple: “Las máquinas impulsadas por levas, cuando se pueden usar, son más baratas de operar”.
Elegir levas sobre sistemas CAM

Las piezas pequeñas de precisión, como este tornillo para oboes y fagotes, son ideales para máquinas accionadas por levas. La ranura se corta con una hoja de sierra unida al accesorio de recolección. Foto cortesía Precision Plus.
“Para piezas cilíndricas pequeñas con volúmenes anuales más altos, las máquinas de levas suizas son muy económicas”, dice Reader. La flota de tornos tipo suizo, accionados mecánicamente, de Tornos, tiene costos eléctricos más bajos y, lo que es más importante, a menudo pueden cortar piezas mucho más rápido.
Ese último factor puede sorprender a algunos, ya que una máquina-herramienta operada por computadora parece no tener problemas para competir con una máquina sin ningún poder de cómputo. No obstante, las máquinas impulsadas por levas pueden utilizar múltiples herramientas de corte a la vez, con muy poco recorrido.
“Todas las herramientas están en reposo a menos de dos pulgadas de la pieza —dice Reader, y señala un semicírculo de herramientas que cortan frenéticamente un percutor a partir de una barra delgada—. Lo hace mucho más rápido que en un equipo CNC”.
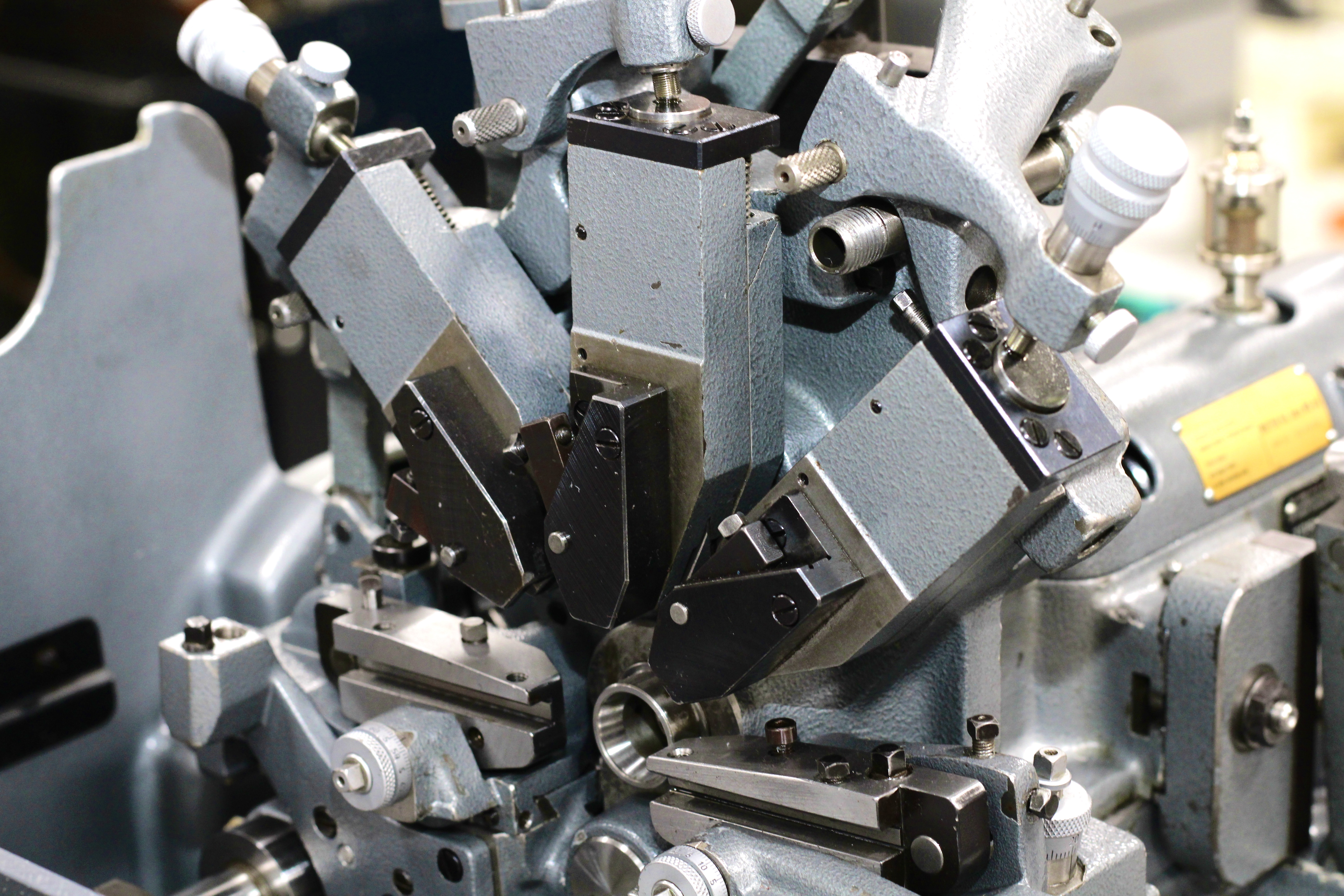
Cinco herramientas de corte rodean la pieza de trabajo en esta máquina tipo suizo de tornillo accionada por levas. A medida que gira el árbol de levas, las diferentes herramientas de corte realizan sus operaciones y cortan una pieza terminada una vez por rotación del eje. El posicionamiento cercano de las herramientas de corte en relación con la pieza de trabajo lo convierte en una excelente opción para producir rápidamente piezas con solo unas pocas operaciones. Foto cortesía Precision Plus.
¿Cuánto más rápido podría ser? “Tenemos una pieza que tardaría ocho segundos por pieza en un CNC suizo —dice Reader—. En la máquina de leva toma tres segundos”. Más del doble de la velocidad de producción es una gran diferencia, especialmente cuando se trata de grandes volúmenes. “Si tuviéramos que usar un CNC en esa pieza —comenta—, ni siquiera alcanzaríamos el punto de equilibrio”.
Pero, ¿cuándo son preferibles las máquinas CNC?
Precisión y tolerancia en el CNC
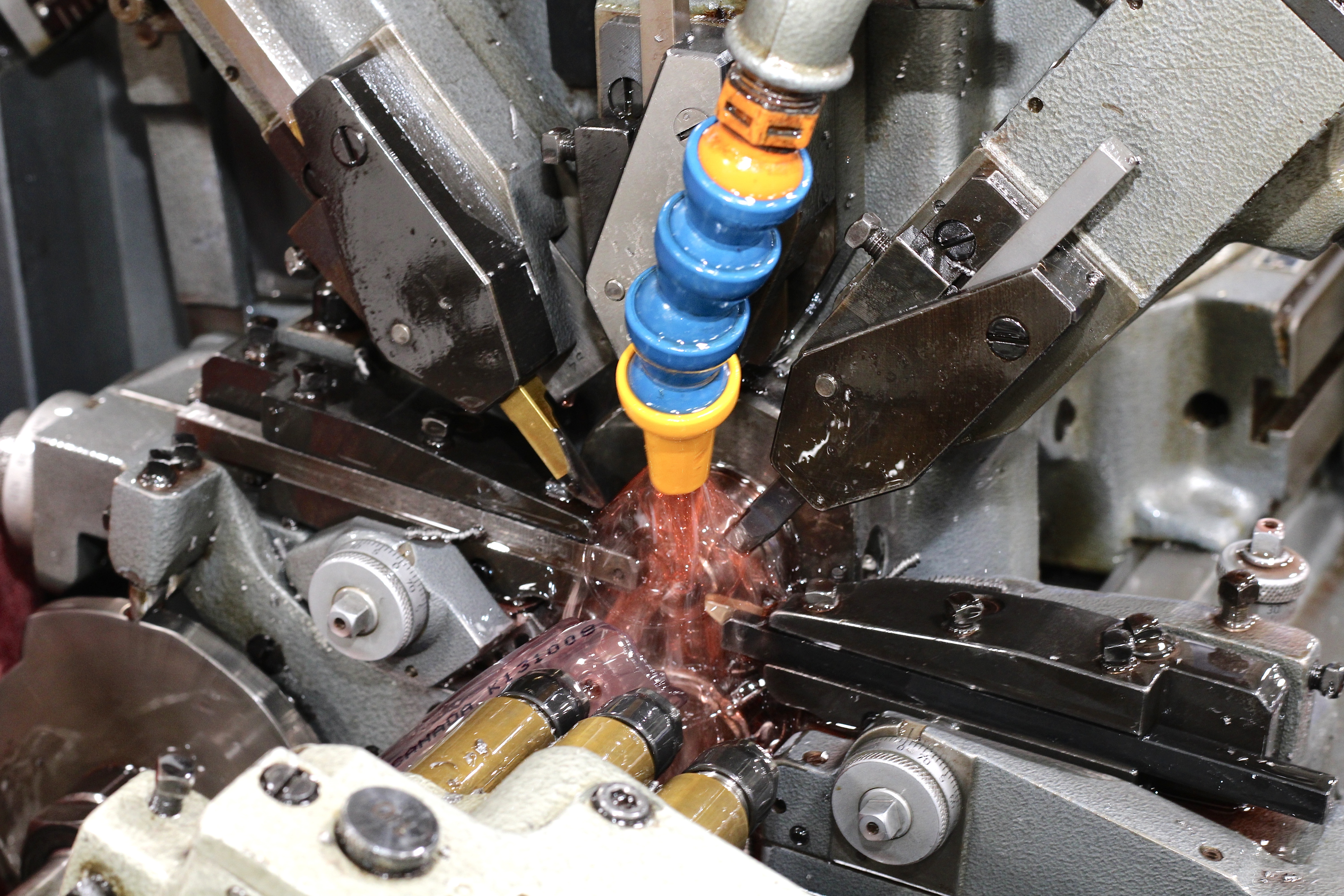
¿Otra ventaja de las máquinas Tornos accionadas por levas? “Las máquinas suizas de levas son fácilmente accesibles, por lo que permiten ver lo que sucede”, dice Reader. Esto las hace perfectas para el programa de aprendizaje de la empresa, al que Reader atribuye el obtener la mano de obra que requiere el taller. Foto cortesía Precision Plus.
“Depende de las necesidades de la pieza —dice Reader—. Algunas piezas necesitan una mayor precisión, que la proporciona un CNC suizo”. Un ejemplo es el componente dental que produce el taller. En un extremo, el diámetro tiene solo 0.01 pulgadas de grosor y su relación longitud-diámetro es bastante alta, por lo que requiere soporte adicional para eliminar la vibración y evitar que se rompa el componente en la máquina. Estas características de la pieza hacen necesario el CNC, ya que es capaz de ofrecer mayor precisión y rigidez. Además, la rugosidad de la superficie debe ser casi impecable, ya que una ligera imperfección puede ser catastrófica. “Necesitamos asegurarnos de alcanzar la tolerancia exacta —dice Reader—. Si este componente dental tuviera imperfecciones en la superficie, podría provocar la propagación de grietas y fallas durante el uso”.
Creo que cualquiera que se haya sentado en la silla de un odontólogo está agradecido por la mayor precisión de la máquina CNC.

Este componente dental debe cumplir tolerancias exigentes y tiene una gran relación longitud-diámetro, por lo que es necesario utilizar una máquina de torneado CNC tipo suizo en lugar de una accionada por levas. Foto cortesía Precision Plus.
Otros factores, además de la tolerancia, influyen en la elección de utilizar las máquinas CNC. Para empezar, pueden manejar piezas más grandes: 12, 20 o 32 milímetros, según la máquina. Además, piezas como el componente dental requieren refrigerante a alta presión, lo que no es posible en los tornos suizos accionados por levas. El refrigerante también puede ser un factor importante para los materiales que generan virutas fibrosas o pegajosas, así como los componentes de válvulas con ranuras de juntas tóricas que requieren alta presión para eliminar las virutas.
Finalmente, los tornos de cabezal tienen cabida con piezas más grandes y complejas de hasta 2.5 pulgadas de diámetro. “Por lo general, cuando tenemos una gran cantidad de material que se elimina o un mayor grado de complejidad, vamos a usar nuestra plataforma Miyano”, dice Reader. El Miyano ABX se utiliza para un mecanizado agresivo y preciso, en parte debido a los mandriles operados hidráulicamente y al diseño robusto de máquina que ofrece la plataforma.
Una parte que se utiliza en la producción de semiconductores implica una gran cantidad de eliminación de material del interior, perforado descentrado, roscado y torneado del exterior en acero inoxidable de elevada resistencia a la tracción y alto rendimiento. En un torno de dos husillos con tres torretas, el componente se puede mecanizar por completo en una sola operación a un precio muy competitivo.

Utilizada en la fabricación de semiconductores, esta pieza se adapta mejor al torno tradicional. Implica múltiples operaciones de perforado descentrado, eliminación de una buena cantidad de material del diámetro interno y varias operaciones exteriores, todo en una aleación de acero inoxidable difícil de mecanizar. Foto cortesía Precision Plus.
El otro torno, el Miyano BNX, está ahí principalmente por su eficiencia. “El BNX ofrece tasas de producción más rápidas que el ABX, al tiempo que permite compensación de un quinto de decima”, dice Reader.
Precision Plus mecaniza componentes con tolerancias de más/menos 1 diezmilésima de pulgada en torneado de diámetros exteriores y un total de 3 diezmilésimas en orificios de diámetros interiores. Cuando no se requiere tanta precisión, el equipo es capaz de mecanizar simultáneamente en el husillo principal y secundario con la torreta única, lo que aumenta el rendimiento en producción de lotes grandes. Ambas plataformas están equipadas con sistemas de sujeción de cambio rápido de Hainbuch, para mejorar el tiempo de configuración y la concentricidad de la pieza de husillo a husillo.
Como ocurre con muchos factores en el mecanizado, todo se reduce a la pieza. “En general, cuanto más grande y compleja es la pieza, más probable es que vaya a los tornos de cabezal fijo —dice Reader—. Las piezas cilíndricas más pequeñas, con tolerancias extremadamente estrechas o que necesitan refrigerante a alta presión van a las máquinas suizas CNC. Pero si podemos hacerlo en las máquinas suizas de levas, probablemente será más rápido e igual de preciso producirlas con dichas máquinas”.
CONTENIDO RELACIONADO
-
Panorama del sector de maquinaria y equipos en México
Un estudio para determinar la competitividad del sector metalmecánico, realizado por la Cámara Nacional de la Industria de Transformación, detalla que la industria nacional se enfrenta a importantes retos en su productividad y competitividad.
-
Desafíos para el sector de maquinaria en México en 2020
Si bien en 2019 la compra de máquinas no fue la esperada, muchos estiman que en 2020 la adquisición de maquinaria se mantenga a pesar de los desafíos que presenta la industria.
-
Metalmod: taller metalmecánico con visión universal
Metalmod es un taller de trabajos ubicado en Lerma, en el corazón del estado de México. Este taller de trabajos, gracias a la gestión de la segunda generación de la familia, se ha convertido en un importante proveedor de las industrias automotriz y médica.







