

Prolongue la vida útil de la herramienta durante el fresado en duro
Jay Ball, de Seco Tools, recomienda cinco reglas para mejorar el rendimiento y la vida útil del cortador, manteniendo al mismo tiempo tolerancias estrictas durante el fresado en duro.
.jpg;width=70;height=70;mode=crop)
Compartir
Si la máquina no logra mantener las velocidades de avance establecidas durante al menos el 80% del tiempo, los operarios deben documentar las velocidades de avance promedio. Posteriormente, deben ajustar y disminuir tanto las velocidades de avance como las revoluciones por minuto.
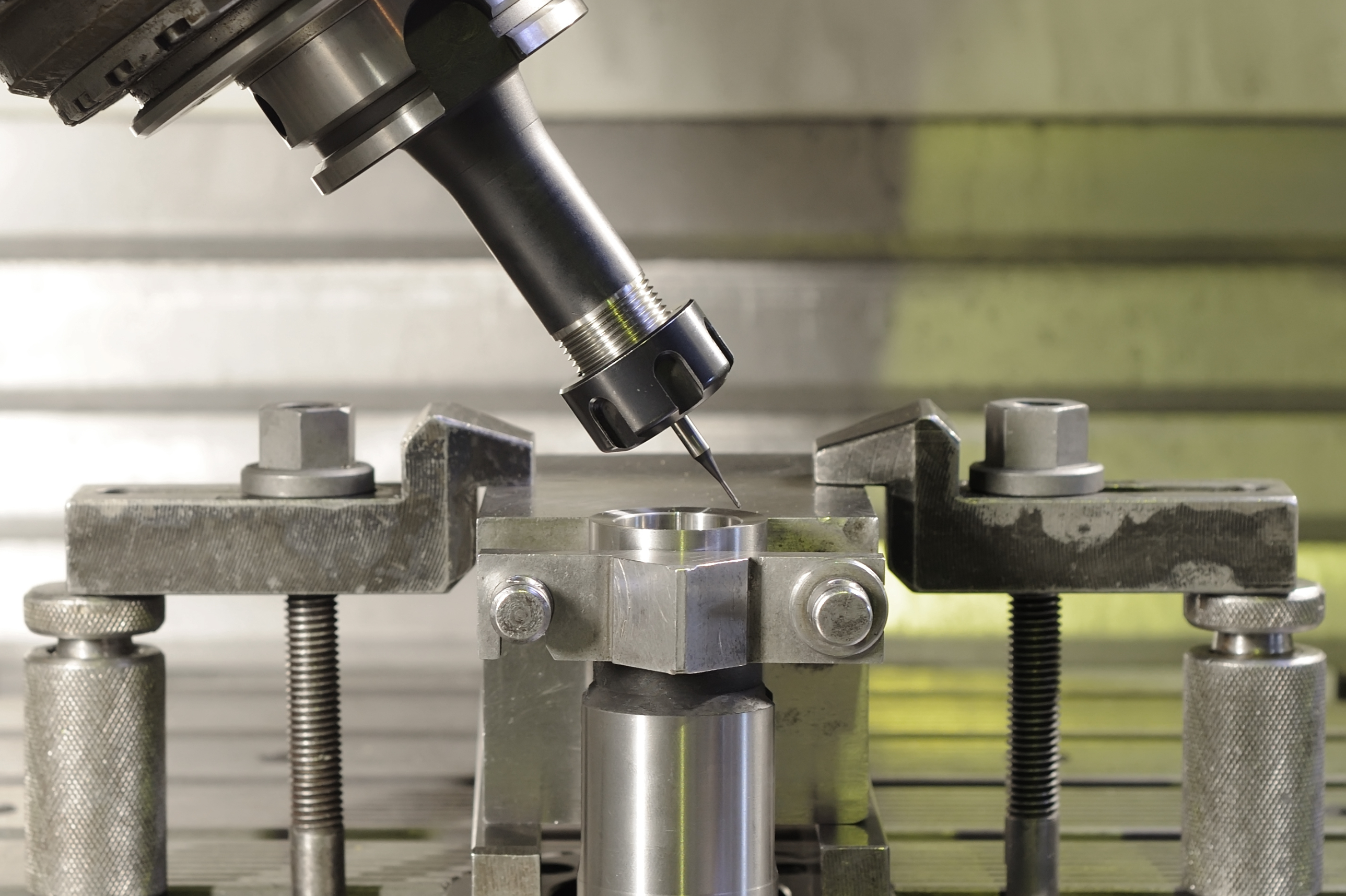
El fresado en duro es una técnica que, aunque ofrece resultados precisos y acabados de alta calidad, también presenta desafíos significativos en cuanto a la durabilidad y eficiencia de las herramientas.
La constante búsqueda de la perfección en este proceso requiere una comprensión profunda de las mejores prácticas y técnicas que garantizan no solo la precisión en el acabado, sino también la prolongación de la vida útil de las herramientas utilizadas.
Contenido destacado



Jay Ball, experto de Seco Tools, comparte un conjunto de reglas esenciales que buscan optimizar el proceso de fresado en duro, manteniendo al mismo tiempo tolerancias estrictas y maximizando la eficiencia.
Estas reglas, que abarcan desde la gestión adecuada de las velocidades de avance hasta la elección de portaherramientas precisos, son el resultado de años de experiencia y experimentación en el campo.
Mantenga una carga de viruta y una velocidad de avance constantes
Las máquinas-herramienta fluctúan rápidamente las velocidades de avance cuando mecanizan superficies complejas y trayectorias de cortadores, lo que reduce de manera considerable la vida útil de la herramienta.
Los operarios deben comprender que al mecanizar superficies complejas, las máquinas-herramienta no reducen las rpm junto con las reducciones de la velocidad de avance.
Por lo tanto, si la máquina no puede mantener las velocidades de avance programadas el 80 % del tiempo, los operarios deben registrar las velocidades de avance medias y, a continuación, reducir las velocidades de avance y las rpm en consecuencia.
Por ejemplo, si un operario programa 30.000 rpm y una velocidad de avance de 150 ipm, pero la máquina solo puede mantener una velocidad de avance media de 75 ipm, el operario debe reducir las rpm a 15.000.
La reducción posterior de las rpm aumentará la velocidad de avance de la herramienta y reducirá la velocidad de avance. La consiguiente reducción de rpm aumentará la vida útil de la herramienta en un 50 % y tendrá un impacto insignificante en el tiempo de ciclo.
No deje material sobrante para el acabado
Cuando los operarios mecanizan aceros para herramientas de más de 48 HRC, el material de acabado sobrante reducirá el rendimiento y causará estragos en el acabado superficial y la vida útil de la herramienta.
Una regla general para la tolerancia de material de acabado es del 1 al 2 % del diámetro del cortador de acabado. La mayoría de los fabricantes de herramientas de corte basan sus datos de corte de acabado en un 1 o 2 % del compromiso del diámetro de la herramienta, por lo que dejar más disminuye la productividad. Por ejemplo, al utilizar una herramienta con un diámetro de 0.5 pulgadas, no deje más de 0.005 a 0.010 pulgadas de material de acabado.
Deje el material consistente en todas las superficies
Después de que un operario desbaste una superficie compleja, debe ejecutar una trayectoria de herramienta de desbaste y semiacabado para garantizar un material de acabado uniforme en todas las superficies.
Por ejemplo, cuando un operario desbasta una superficie 3D compleja con una fresa de punta esférica de 12 milímetros, y el diámetro previsto de la fresa de acabado es de 8 milímetros, una práctica segura para garantizar un material de 0.003 a 0.006 pulgadas en todas las superficies es realizar un desbaste en reposo con una fresa de punta esférica de 10 milímetros y, a continuación, un semiacabado con una fresa de punta esférica de 8 milímetros.
En seguida, el operario debe realizar el acabado con una nueva fresa de punta esférica de 8 milímetros para asegurarse de que todas las superficies tengan un acabado uniforme. Esta práctica también prolonga la vida útil del cortador de acabado y le permite al operario utilizar la fresa de punta esférica de acabado como herramienta de semiacabado cuando la vida útil de la herramienta de acabado llega a su fin.
Utilice portaherramientas fuertes y precisos
Los portaherramientas de alta precisión resultan cruciales en el fresado en duro para conseguir la máxima vida útil de la herramienta. La excentricidad debe limitarse a menos de 0.0004 pulgadas para maximizar la vida útil de la herramienta.
Los operarios pueden alcanzar este nivel de precisión con la mayoría de los portaherramientas de ajuste por contracción, los mandriles de fresado, los collet chucks de alta precisión y algunos portafresas.
Un portaherramientas preciso garantiza la exactitud del proceso, mientras que un portaherramientas menos seguro puede provocar una vida útil impredecible de la herramienta y producir superficies fuera de tolerancia.
Siga los parámetros de corte recomendados
Los datos de corte se optimizan según el diseño de la herramienta y para grupos de materiales específicos, ya que algunos aceros comunes para herramientas endurecidas presentan retos únicos, por lo que los operarios deben utilizar las recomendaciones como punto de partida.
El operario puede realizar modificaciones en función de la aplicación.
CONTENIDO RELACIONADO
-
Perspectivas para el sector de maquinaria y equipos en México
En México, de acuerdo con datos del Sistema de Información Arancelaria Vía Internet (SIAVI), la importación de maquinaria tuvo incrementos y disminuciones en diferentes equipos durante 2018, con relación a 2017.
-
¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
-
TIMTOS x TMTS 2022 se realizará en febrero
La mayor feria de Taiwán desde el estallido de la pandemia, TIMTOS x TMTS 2022, se inaugura el próximo febrero con el respaldo de los principales líderes del sector.







