

Optimizando la vida útil de herramientas: el poder de la preparación de filos
Descubra cómo la preparación de bordes puede prolongar la vida de las herramientas de corte, mejorando la eficiencia y reduciendo costos en procesos de mecanizado CNC.
.jpg;width=70;height=70;mode=crop)
Compartir

Este molde de vidrio ilustra el nivel de detalle de mecanizado típico de Quality Mould. El ciclo de mecanizado de una pieza como ésta podría tardar varios días, tal vez semanas.
Para D.J. Danko, lo que William Shaffer estaba ofreciéndole sonaba absurdo.
La propuesta de Shaffer al propietario de este taller metalmecánico era esta: deme sus herramientas de corte y le haré algo a esas herramientas que no las cambiará de forma visible, pero la vida de esas herramientas se incrementará varias veces.
La oferta era fácil de desechar.
Contenido destacado



El taller del señor Danko es Quality Mould, ubicado en Latrobe, Pennsylvania. Este taller, según su dueño, es el último taller de máquinas CNC en los Estados Unidos especializado en el mecanizado de moldes de vidrio.
El señor Shaffer, por su parte, es el presidente de Conicity Technologies, también con sede en Latrobe. El negocio de Conicity es la preparación de filos. La compañía suministra tanto máquinas como servicios por contrato relacionados con la preparación de filos para herramientas de corte. Presta sus servicios a clientes en toda Norteamérica, pero sucede que está ubicada a menos de media milla de Quality, sin embargo, la proximidad no hizo que fuera una venta sencilla.

El presidente de la empresa, D.J. Danko, muestra una pieza de vidrio producida a partir de un molde igualmente complejo.
De hecho, Danko pensaba que la promesa de prolongar la vida de la herramienta debía revisarse cuidadosamente. Los moldes para vidrio son, por muchas razones, más difíciles de mecanizar que los moldes para plásticos. Un factor es el nivel de detalle.
Desafíos en el mecanizado de moldes de vidrio
Un molde que produce un accesorio ornamental para iluminación de vidrio es tan intrincado como la pieza de vidrio en sí misma, de modo que un molde que es grande y a la vez detalladamente elaborado podría requerir semanas de tiempo de mecanizado, para fresar los detalles con herramientas pequeñas.
Otro factor es el material. Incluso si la geometría del molde no es ornamental, su material puede ser duro de mecanizar. Debido a que las presiones en el moldeado de vidrio son tan altas, los moldes para piezas de vidrio, como los lentes para los faros delanteros generalmente son hechos de Inconel 718, un material atípico para moldes.
En el mecanizado de este metal, la herramienta se desgasta rápidamente, comprometiendo fácilmente el acabado fino requerido para estos moldes. Como resultado, las herramientas de corte se cambian frecuentemente. Anteriormente, las herramientas de corte eran el único ítem de mayor presupuesto para Quality Mould.
Ya no es así, dice el señor Danko. Este año, le dimos una corrida de prueba a las herramientas que habían sido preparadas en su filo por Conicity, probándolas en una serie de núcleos y cavidades para un molde multicavidad de un reflector.

Una selección de componentes de moldes de vidrio muestra el acabado de espejo que requieren algunas de estas piezas.
Estos componentes de molde requerían un acabado tipo espejo, y el taller estaba acostumbrado a mecanizar sólo una de estas piezas por herramienta de fresado en componentes similares, antes de que el cortador estuviera lo suficientemente romo para ser cambiado.
Después de la preparación del filo, la vida de la herramienta se incrementó al punto que el mismo escariador ahora trabaja de manera consistente cinco partes del molde por herramienta.
Ese incremento en un factor de cinco es un valor típico con el que el taller se ha beneficiado desde que hacen la preparación del filo, comenta Danko. Ahora él envía rutinariamente las herramientas al proveedor para la preparación de los filos. Podría decirse que su taller es un excelente candidato para este tratamiento porque su trabajo se caracteriza por largos ciclos de fresado, combinados con necesidades de acabado superficial exigentes.
Beneficios de la preparación de filos en herramientas de corte
Generalmente, las herramientas en el mecanizado de moldes de vidrio se cambian cuando apenas aparece una señal de desgaste, ya que dejar que la herramienta siga operando genera el riesgo de comprometerla a una gran cantidad de tiempo de mecanizado antes de que alcance nuevamente un punto en el molde donde pueda cambiarse sin dejar huella.
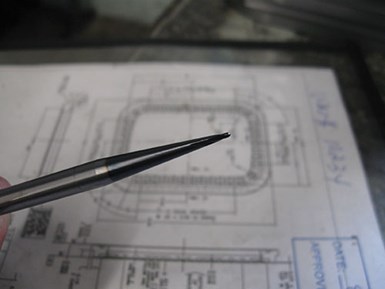
Esta fresa de extremo con radio de 1/32 de pulgada podría usarse para fresar características complejas de un molde como el de esta foto.
Pero de otro lado, casi el 50 por ciento del negocio de este taller es mecanizado por contratos, que no está relacionado con la fabricación de moldes. Danko dice que para este mecanizado la preparación del filo también les ha dado ganancias significativas en la vida de la herramienta.
El efecto de la preparación del filo de las herramientas es evidente en la cantidad de dinero que el taller ahorra en herramientas, comenta Danko. Ese puede ser el único lugar donde es visible. Cuando el dueño del taller pone frente a sus ojos una herramienta cuyo filo ha sido preparado, él dice que no nota ninuguna diferencia con la herramienta antes de haber sido enviada para su modificación.
Método y técnica detrás de la preparación del filo
Como su nombre lo indica, la preparación del filo tiene que ver con preparar el filo de la herramienta para el corte. “Todo se trata de refinar la microgeometría de la herramienta en el punto de contacto”, dice el señor Shaffer. El efecto es microscópico, pero así es la zona en la cual el filo de corte está haciendo su trabajo durante el mecanizado.
Él dice que la preparación del filo funciona por dos razones. La primera: reduce los elevadores de esfuerzo. Las líneas remanentes después de que la herramienta ha sido rectificada parecen dientes de una hoja de sierra bajo un microscopio. Estos picos sirven como palancas que amplifican el esfuerzo durante el mecanizado. Ellas aceleran el quiebre de la herramienta. Una superficie de herramienta más suave es capaz de soportar el esfuerzo más tiempo antes de mostrar un efecto.

La herramienta en la foto de arriba también podría usarse para fresar detalles finos de las piezas de Inconel 718 que se ven aquí. Quality Mould ha observado que la preparación de los bordes extiende drásticamente la vida útil de herramientas como ésta.
Segundo: la preparación del filo embota el filo de corte de la herramienta. Al igual que los elevadores de esfuerzo, un filo de corte agudo es una palanca que puede convertir la fuerza durante el corte en esfuerzo de tensión en la herramienta. Un filo que es microscópicamente romo (pero aún agudo desde una vista macro) puede mantener la herramienta siempre en compresión por la fuerza de corte, de modo que esa fuerza está manteniendo junta la herramienta en lugar de tirarla hacia fuera en algunas ocasiones.
Generalmente, la preparación del filo se lleva a cabo a través de un proceso abrasivo no programable. Es decir, se usa algo como un acabado por arrastre para suavizar y embotar el filo de la herramienta.
La mayoría de las veces es efectivo y, ya que el acabado por arrastre es un proceso de lote, también es rápido. Sin embargo, la consistencia de las herramientas de corte modernas hace posible un proceso programable que modifica el filo de la herramienta más deliberadamente, y este es el nicho de Conicity.
Ellos pueden proveer máquinas programables para desarrollar repetitivamente ciclos de preparación de filos en una corrida de herramientas idénticas. Actualmente, esto es posible porque se puede confiar en que las herramientas, aparentemente idénticas y de calidad, son consistentes de herramienta a herramienta, incluso a un nivel microscópico.
Aplicar la preparación del filo de esta forma a herramientas de manera individual permite controlar la forma real del filo de corte romo. Un perfil que no es redondo, pero que tiene lo que se conoce como una forma de caída en cascada, puede dirigir la viruta hacia fuera, donde podría producir un desgaste tipo cráter en la herramienta, explica Shaffer.
Adicionalmente, la cantidad de preparación del filo en sí puede controlarse para estar dentro del rango de 0.0001 pulgadas. La compañía suministra un cuadro de tamaños recomendados de preparación del filo para diferentes materiales de la pieza de trabajo.

Conicity suministra máquinas de preparación de bordes programables como éstas a instalaciones de producción de gran volumen que realizan la preparación de bordes en sitio. Las dos máquinas con configuraciones diferentes que se ven aquí realizan la preparación del filo en los agujeros en un caso y en las fresas en el otro.
Pero, quizás, lo más importante es que el enfoque programable permite personalizar la preparación del filo en proporción al tamaño de la viruta. En un escariador con nariz esférica, ahusar la preparación del filo permite que la herramienta mantenga su agudeza cerca de la nariz de la herramienta.
En este tipo de herramienta, el señor Shaffer dice que la preparación del filo es contraproducente cuando la viruta es delgada, porque la viruta delgada puede entramparse por debajo del filo de corte si el filo se embota.
En pocas palabras, se necesita un determinado tamaño mínimo de viruta para que la preparación del filo tenga sentido, y donde la viruta no alcanza este tamaño, es mejor retener la preparación del filo en esa parte del corte.
Por la misma razón, también tiene sentido personalizar la preparación del filo alrededor de las esquinas de las herramientas de ranurado, de tronzado y de ciertos insertos para torneado.
Conicity provee la preparación del filo en cualquiera de las dos formas. Una es como un servicio: UPS llega a la compañía diariamente con muchas herramientas de clientes para ser preparadas.
De forma alternativa, para aplicaciones de preparación de filos en ambientes de producción de altos volúmenes donde ciertos números de herramientas se preparan de forma constante, Conicity puede instalar máquinas en sitio para desarrollar esta operación.
Las máquinas son esencialmente cajas negras, porque Conicity puede proveer la programación, mientras que el medio abrasivo (un cepillo con filamentos de diamante) dura tanto que la compañía puede reemplazarlo como parte de su servicio ocasional en sitio.
La importancia de la preparación del filo en materiales de alta resistencia
Shaffer sabe bien que la preparación del filo es difícil de apreciar. “He construido un negocio en algo que no puede verse sin un microscopio”, refiere. Sin embargo, cuenta que las geometrías de las herramientas de corte se rectifican rutinariamente con tolerancias del nivel de micras – precisión que valoran los usuarios de estas herramientas. ¿No deberían controlarse las dimensiones imperceptibles del filo de corte con algo parecido a esa precisión?
Según él, el valor de la preparación del filo es mayor en materiales de alta resistencia a la tensión. En materiales de piezas de trabajo como aleaciones de titanio e Inconel es donde los talleres pueden ver la mayor mejora en la vida de la herramienta con la modificación del filo.

Cuando el espesor de la viruta varía debido a la flexión del borde, la empresa proporciona una preparación del borde que se estrecha gradualmente. Esta vista microscópica muestra un inserto giratorio, pero el mismo principio se aplica a una fresa de punta esférica.
Pero en Quality Mould, este no ha sido técnicamente el caso. El incremento en la vida de la herramienta que el taller experimentó en sus primeras piezas de prueba con herramientas que tenían el filo preparado se ha repetido en otras aplicaciones de preparación del filo, pero no en el Inconel. Solo con este metal el taller no ha logrado ganancia en la vida de la herramienta.
Esto se debe a que el taller ha tenido la vieja costumbre de operar las herramientas cuidadosamente en este material para preservar un acabado consistente. Ya que la preparación del filo significa que estas herramientas no tienen que seguir operándose cuidadosamente para proteger su vida útil, Danko prefiere sacrificar los ahorros en la vida útil de la herramienta por los beneficios de operar más rápido.
Si por una parte la vida de la herramienta que trabaja el Inconel es la misma que siempre ha sido, ahora el taller logra tasas de remoción de metal en este material que son de 5 a 10 veces más rápidas de las que estaban acostumbrados a aceptar.
CONTENIDO RELACIONADO
-
Nueva herramienta de fresado de alto avance en cavidades profundas
Gracias a su acción de corte ligero y a un robusto diseño del mango, la herramienta de fresado CoroMill MH20 garantiza un mecanizado seguro y sin vibraciones, incluso con voladizos largos. Aquí le presentamos algunas aplicaciones que evidencian su versatilidad y rentabilidad.
-
5 reglas para operar brocas con insertos para agujeros profundos
Conozca las mejores prácticas y consejos de expertos para optimizar el uso de brocas especializadas en procesos de perforación profunda y mecanizado.
-
10 consejos para el fresado de titanio
Unas consideraciones simples de proceso pueden incrementar su productividad en el fresado de aleaciones de titanio.








