



Compartir
La exestrella de la NBA, Michael Jordan, ha hablado de momentos en la cancha en los que anotar fue tan fácil que parecía que le estaba apuntando a un cubo gigante. Normalmente, nos referimos a este fenómeno cuando estamos completamente absortos y plenos por una tarea que utiliza nuestra habilidad, como estar “en la zona” o en un estado de flujo.
En su libro El arte del liderazgo, el autor y psicólogo, Dr. George Manning, manifiesta que las personas son más felices durante los momentos en que están “en flujo”. Para lograr este estado, el Dr. Manning dice que se debe lograr un equilibrio entre el desafío de una tarea y la habilidad del artista, intérprete o ejecutor. Ambas condiciones deben ser lo suficientemente altas y parejas.
Contenido destacado



Todos experimentamos estos momentos. Pero, ¿puede un taller metalmecánico alcanzar un estado de flujo? Por supuesto que puede.
Esto es posible al tener éxito en tareas cada vez más desafiantes en las que sus empleados son altamente calificados. Un excelente ejemplo de esto se encuentra en la empresa Advance CNC Machining, de Grove City, Ohio.

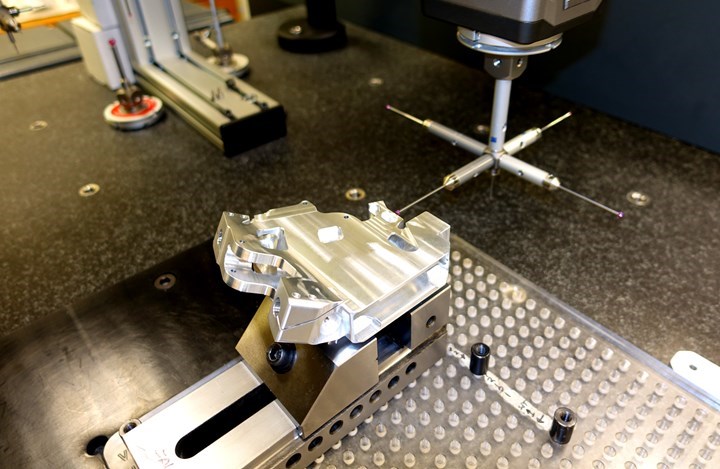
Advance CNC Machining de Grove City, Ohio, ha aumentado constantemente su sofisticación técnica para la manufactura de partes complejas a través de inversiones en nuevas tecnologías. Aquí hay un ejemplo de mecanizado de cinco ejes para un componente de robótica médica que requirió inversiones adicionales en equipos de fijación e inspección.
Durante al menos los 10 últimos años, Advance CNC se ha desafiado a sí mismo para realizar operaciones de mecanizado cada vez más complejas, al tiempo que eleva las habilidades necesarias para completar las de sus empleados. En 2014, escribimos sobre la inversión de esta compañía en centros de mecanizado horizontal después de años de trabajar solamente con verticales. Desde entonces, Advance CNC ha aumentado constantemente su sofisticación técnica para la manufactura de partes complejas. Hoy, gran parte de esa sofisticación se centra en el mecanizado de cinco ejes.
Advance CNC compró su primer centro de mecanizado horizontal hace menos de 10 años. Con él, el presidente de la compañía, Jeremy Hamilton, así como su colega y vicepresidente de manufactura, Kyle Dunaway, se dieron cuenta rápidamente de un aumento en el rendimiento y una disminución en los errores que resultaban de organizar múltiples alistamientos en máquinas verticales.
“Pasar de gastar 70,000 dólares en una máquina a gastar $250,000 o $300,000 fue una píldora que nos tuvimos que tragar”, dice Hamilton, “pero valió la pena”. En otras palabras, era hora de dejar que la medicina surtiera efecto.
Invertir en el mecanizado de cinco ejes tuvo otros resultados inesperados para Advance CNC. A medida que aumentaba la complejidad de las partes que la compañía producía, comenzó a analizar más a fondo sus solicitudes de cotización (RFQ). Hamilton se dio cuenta de que el mecanizado de cinco ejes requería inversiones en tecnologías auxiliares, como CMM y accesorios de sujeción, que se hicieron necesarios para producir partes altamente complejas.
Pero el resultado más inesperado de pasar a cinco ejes tuvo que ver con una capacidad que es más difícil de cuantificar. Entre las operaciones más complejas de Advance CNC que requieren mecanizado de cinco ejes se encuentran varios componentes de acero para un producto relacionado con la robótica médica. Este producto, que acordamos no mencionar por cuestiones de privacidad, ha sido una herramienta que cambia la vida de muchas personas con problemas médicos que debilitan, incluidos numerosos veteranos de guerra que han sufrido lesiones graves.

Aquí hay un primer plano de un componente de robótica médica fabricado por Advance CNC Machining. Hasta ahora, la compañía solo ha acometido tres partes que requieren un verdadero mecanizado de contornos de cinco ejes, todo para este cliente.
El mecanizado de partes para estos dispositivos se alinea con los valores de Advance CNC como empresa. Y ese factor, creer que está utilizando sus habilidades para hacer una contribución positiva, o hacer lo correcto, ayuda mucho a lograr el flujo, como lo define el Dr. Manning.
Pero el éxito de Advance CNC no ha sido una simple cuestión de invertir en centros de mecanizado de cinco ejes y cosechar las recompensas. Hubo lecciones aprendidas en el camino. Hubo gastos significativos que la compañía no anticipó. Y hubo prácticas comerciales clave que tuvieron que ser ajustadas. Visité la compañía a principios de este año para saber cómo manejó la transición y cómo ha utilizado esas lecciones para hacer crecer el negocio. Todo esto comenzó con una sola premisa básica.
Cuestione todo
La inversión de cinco ejes de Advance CNC comenzó en 2014 con un DMG MORI DMU50, seguido de otro en 2015. Hoy, la compañía opera cinco máquinas de cinco ejes, incluidos dos DA300 de Makino (con un sistema de palets de cambio rápido Erowa), así como un Brother Speedio 140x2 con capacidad de torneado. Pero para que quede claro, gran parte del trabajo que realiza la empresa es mecanizado posicional o 3 + 2. Hasta ahora, Advance CNC solo ha acometido tres partes que requerían un verdadero mecanizado de cinco ejes, todas para componentes robóticos médicos.

Aquí, Kyle Dunaway, vicepresidente de manufactura de Advance CNC, describe las estrategias del taller para mecanizar múltiples ángulos compuestos en una máquina Makino DA 300 con un sistema de palets Erowa Robot Compact 80.
Estos componentes son altamente complejos y requieren el mecanizado de múltiples ángulos compuestos mientras se mantienen tolerancias extremadamente estrechas. Una parte, dice Dunaway, tiene 29 dimensiones que requieren tolerancias de posición real de 20 micras. Otra parte tiene agujeros de 2 milímetros con tolerancia de posición real de 10 micras.
Como programador principal en Advance CNC, Matt Crowley a menudo decide cómo procesar cualquier parte una vez que el pedido de ventas está disponible. Para las partes de robótica, generalmente, el primer paso consiste en decidir si es necesario el mecanizado de cinco ejes (la empresa procesa algunas de las partes de robótica menos complejas en máquinas de cuatro ejes o en centros de mecanizado horizontal) y si el trabajo requerirá herramientas especiales.
Una vez que se toman esas decisiones y se ha programado el trabajo, Crowley generalmente es la persona que crea los programas de parte y diseña las fijaciones. Trabaja con el líder del equipo para desarrollar estrategias efectivas de alistamiento y fijación de trabajo hasta la calificación del primer artículo. Si el primer artículo pasa la inspección, el papel de Crowley cambia para garantizar que los operadores alcancen el tiempo estimado del ciclo.
“Si cometen un error, realmente lo vemos al final de la producción”, dice Dunaway. “Si todos en el primer turno están haciendo su trabajo, verá que nuestros números de producción son perfectos”.

Matt Crowley, el programador principal de Advance CNC, generalmente es la persona que decide cómo procesar cualquier parte una vez que el pedido de ventas está disponible. Para piezas de robótica médica, el primer paso normalmente consiste en decidir si es necesario el mecanizado de cinco ejes.
Cuando los números no son perfectos, dice, el problema generalmente está relacionado con herramientas o fijaciones, algo que ha sucedido cada vez menos desde que la compañía comenzó a usar dispositivos de sujeción de cola de milano Raptor para algunas de las partes complejas y más pequeñas.
Por ejemplo, cuando el mecanizado de una parte en forma de L en acero inoxidable 17-4 provocó un retroceso dentro de una fijación estándar, agregar un perfil de cola de milano de 0,75 pulgadas en la parte inferior de la parte para la instalación en un dispositivo Raptor proporcionó suficiente fuerza de sujeción y acceso a la parte para terminar dos operaciones en un solo setup.
Pero Dunaway y Crowley le apuntan a la celda de producción Makino, las DA 300 gemelas con un Robot Erowa Compact 80 (ERC80), como la clave para el mecanizado de familias de estas partes robóticas. Clasificado para una repetibilidad de 2 micras, el ERC80 les permite a los operadores de Advance CNC completar lotes pequeños con configuraciones mínimas para el mecanizado desatendido (parcial).
Otras veces, sin embargo, en lugar de pasar horas experimentando con configuraciones novedosas, Advance CNC trabaja con los ingenieros de sus clientes para optimizar los detalles de diseño. Al examinar un modelo CAD, Crowley observa áreas donde un pequeño cambio de diseño podría simplificar las operaciones de mecanizado. ¿Es necesario que esta esquina interna con un radio de 30 milésimas sea tan aguda? ¿Realmente necesita tener 1 pulgada de profundidad? Crowley dice que los ingenieros de sus clientes están abiertos a discutir estas preguntas, e incluso pequeños cambios pueden resultar en un mejor rendimiento de las partes y menores costos.
Advance CNC utiliza los patrones de la herramienta de fresado dinámico de alta velocidad de Mastercam para utilizar toda la longitud de la flauta de sus herramientas de corte y minimizar el desgaste de la herramienta. También ha sido efectivo aumentar la velocidad de avance y disminuir la profundidad de corte, o adelgazamiento de virutas.
Advance CNC también ha aprovechado los patrones de la herramienta de fresado dinámico de alta velocidad de Mastercam para utilizar toda la longitud de la flauta de sus herramientas de corte, lo que minimiza el desgaste de la herramienta y logra una mejor evacuación de la viruta. Si bien el ahorro de tiempo de ciclo para los patrones de herramientas de alta velocidad ha sido bueno, Crowley dice que los operadores inicialmente estaban desgastando insertos caros.
Aumentar la velocidad de avance y disminuir la profundidad de corte simultáneamente, también conocido como adelgazamiento de virutas, ha ayudado drásticamente. Esta táctica redujo el tiempo de ciclo para un componente robótico en 10 minutos, así como el desgaste del inserto.
Máquinas de medición e inspección
La inversión inicial de Advance CNC en el mecanizado de cinco ejes consistió en abrirse al desafío de una mayor complejidad de las partes. La compañía se consideraba una buena opción para trabajos que requieren grandes pedidos de compra de partes múltiples y complejas. Pero pronto se dio cuenta de que estos costosos centros de mecanizado de cinco ejes o, más exactamente, las partes creadas por esas máquinas requerirían máquinas igualmente caras para medirlas e inspeccionarlas. O, como dice sucintamente Dunaway:
“Tuvimos que comprar otra gran máquina para verificar el trabajo de la gran máquina”.
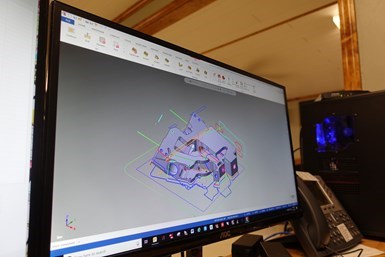
La compañía ha agregado dos máquinas de medición por coordenadas Zeiss Contura desde nuestra visita en 2014, así como un sistema de visión Keyence. Las CMM les permiten a los inspectores comparar una parte mecanizada con su modelo CAD en un clip de puntos de control de 200 submicras cada cinco segundos. La tolerancia permitida para cualquier parte dada aparece en la pantalla como una línea roja a lo largo de los contornos de la parte. Una vez se escanea la parte, cualquier sección que esté fuera de tolerancia se puede detectar fácilmente comparando la visualización de tolerancia permitida con la geometría delineada de la parte.
Advance CNC ha agregado dos CMM Zeiss Contura desde la última vez que escribimos sobre este taller en 2014. Estos sistemas les permiten a los inspectores escanear 200 puntos de control contra el modelo CAD cada cinco segundos.
La inversión en CMM no fue la única consecuencia inesperada de los esfuerzos de Advance CNC hacia tener capacidades tecnológicas cada vez mayores. La compañía continuó evolucionando sus prácticas en torno a la cotización de trabajos, una práctica que comenzó cuando invirtió por primera vez en centros de mecanizado horizontal. Y es con esta distinción como Advance CNC convirtió el desafío de las cotizaciones basura en una red positiva para la empresa, lo que nos devuelve a la idea del flujo.
Desde el mecanizado hasta la capacitación y la mejora constante de las operaciones comerciales auxiliares, Advance CNC demuestra lo que psicólogos como el Dr. Manning llamarían las “características de una personalidad resistente”. Aquellos que prosperan cuando se enfrentan a factores estresantes externos y logran el flujo perciben los desafíos como oportunidades. Ellos controlan el curso de sus acciones. Y tienen un sentido de propósito.
El mecanizado de partes para aplicaciones de robótica médica puede parecer algo pequeño para algunos. Pero para el equipo de Advance CNC es fundamental la forma en que se ven a sí mismos. “Poder fabricar partes para ayudar a las personas es en lo que estamos”, dice Dunaway.
“No siempre tenemos la oportunidad de comprender qué hacen nuestras partes y hacia dónde va el producto final. Pero, en este caso, sé a dónde está destinada cada parte y sé exactamente cómo ayudará a alguien eventualmente. Solo hacer estas cosas te da una buena sensación, no solo de logro, sino de poder fabricar piezas difíciles y críticas. Es simplemente una gran cosa de la cual te sientes bien de formar parte”.
CONTENIDO RELACIONADO
-
Uchiyama Manufacturing construirá planta en Yucatán
Con una inversión de 65 millones de dólares, en noviembre iniciará la edificación de la planta de autopartes de la empresa Uchiyama Manufacturing.
-
COVID-19: Proveedor metalmecánico en México fabrica mascarilla en tiempo récord
Langer México hizo una mascarilla protectora reutilizable en tiempo récord, utilizando el software CAD adecuado, además de máquinas de 5 ejes de alto rendimiento y electroerosionadoras de ultra-alta velocidad.
-
5 reglas para operar brocas con insertos para agujeros profundos
Conozca las mejores prácticas y consejos de expertos para optimizar el uso de brocas especializadas en procesos de perforación profunda y mecanizado.








