

Herramientas de corte para el torneado vertical
Explore tendencias en herramientas de corte para tornos verticales CNC, esenciales para optimizar el mecanizado de materiales complejos.
Compartir
Cuando West Point Industries compró su primer torno de torneado vertical CNC, la empresa investigó qué herramienta encajaría mejor con el nuevo proceso, así como con las capacidades de la máquina.
Dependiendo del tamaño y forma de la parte a mecanizar –piezas cilíndricas grandes en particular– los tornos verticales CNC (VTL) ofrecen ciertas ventajas sobre los centros de torneado horizontal.
Ventajas del torno vertical CNC para piezas grandes
En un VTL la gravedad está jalando la parte hacia abajo, lo cual implica que se requiere menor sujeción para sostener la pieza de trabajo en su sitio, dando como resultados alistamientos más rápidos y más sencillos.
Contenido destacado



Además, las fuerzas de corte son dirigidas hacia abajo, a la base de la máquina, lo cual ayuda a la herramienta a cortar de forma más agresiva, logrando una mayor remoción de material.
Selección de herramientas de corte para torneado vertical
Sin embargo, para sacar el mayor provecho de un VTL es importante escoger la herramienta de corte correcta para la pieza y el material que mecanizará.
Esa es la lección que aprendió West Point Industries cuando decidió incorporar el torneado vertical a su línea de producción en 2013, con el fin de acomodar piezas de trabajo más grandes.
Aunque la compañía tenía varios años de experiencia con el torneado horizontal, se dio cuenta de que las piezas más grandes que el VTL podría mecanizar requerirían una herramienta que permaneciera en el corte más tiempo que el que permanece en las partes más pequeñas, que tradicionalmente se tornean en los tornos horizontales, así que probablemente requerirían un herramental diferente.

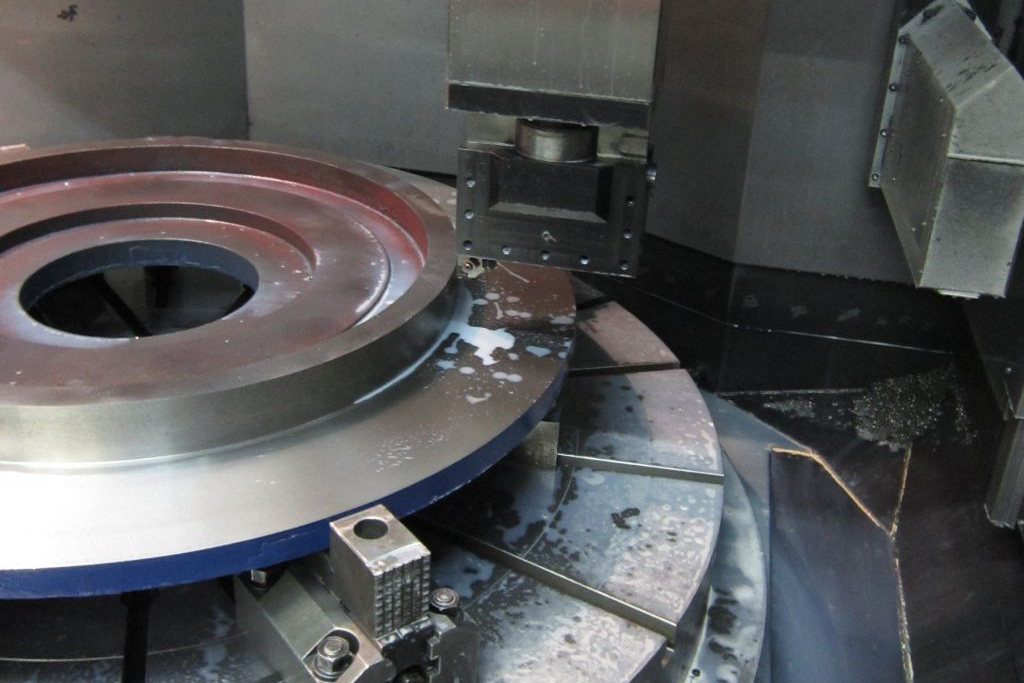
Anthony Taylor, operador de máquina, aceptó el desafío de aprender técnicas de torneado vertical. Él aprecia el hecho de que el OEM tomó nota de la sugerencia de añadir un protector de chip (iluminado en la parte superior) con planes para incorporar la función en los próximos modelos.
“Habíamos pensado en la compra de un VTL por algún tiempo”, dice Pate Huguley, presidente de West Point Industries, “de modo que cuando llegó un contrato que lo justificaba, decidimos seguir adelante y hacer la inversión. Pero hicimos una gran investigación de la mejor máquina para nuestra aplicación antes de hacer el pedido, y cuando nos involucramos en esto también trabajamos con nuestros proveedores para conocer sobre las herramientas de corte apropiadas.
Queríamos asegurarnos de que la máquina y las herramientas emparejaran, de modo que obtuviéramos el mejor desempeño de ambas y también los mejores resultados en términos de la parte terminada”.
Decisiones estratégicas: comprar un centro de torneado vertical
Fundada en West Point, Georgia, en 1868, la compañía estuvo asociada principalmente con la industria textil por más de 100 años. Cuando ese trabajo comenzó a desaparecer a finales de los años 90 debido a la contratación extranjera, para ellos fue un serio golpe que requirió una reestructuración fundamental del perfil de la compañía para seguir adelante. La principal lección aprendida tuvo que ver con la diversificación de mercado.
Con tantos trabajos textiles enviados al extranjero, se volvió importante para la compañía buscar nuevos mercados y distribuir los trabajos de una manera más uniforme entre los clientes. Con las actividades de la compañía agrupadas en cuatro unidades operativas – Sistemas de defensa, División industrial, Servicios por contrato y Suministros industriales – comenzó una cuidadosa evaluación de sus equipos y capacidades.

Gary Jones, gerente general, llevó a cabo una investigación exhaustiva sobre los tornos de torneado vertical y las mejores plaquitas para las piezas de trabajo y los materiales que la empresa planeaba mecanizar antes de comenzar la producción.
Siendo básicamente un taller de trabajos, la División Industrial de West Point ofrece servicios de torneado, fresado, taladrado y perforado. Es alimentada por la fundidora de hierro dúctil y fundición en arena verde de la compañía, la cual produce unas 100,000 libras de hierro cada semana para uso interno y también envía fundiciones a clientes que escogen manejar su propio mecanizado.
A medida que la modernización progresaba, la compañía comenzó a vender sus máquinas viejas para dar paso a tecnologías más nuevas que pudieran hacerla un socio más atractivo para sus clientes.
Hace aproximadamente dos años, un nuevo contrato les dio la oportunidad que la compañía había estado esperando. Ya que involucraba el mecanizado de una pieza mucho más grande que lo que West Point estaba acostumbrado a trabajar, el fabricante sabía que era tiempo de cambiarse al torneado vertical.
El Gerente General, Gary Jones, llamó a su proveedor de muchos años, Rick Coleman de C&S Machine Tools, en Atlanta, quien lo motivó a ver el VTL Yama Seiki GV-1600. Después de identificar en Texas y en Iowa a usuarios finales que habían comprado el mismo modelo, Jones hizo visitas en sitio para discutir su experiencia de primera mano. Lo que aprendió lo convenció de que la máquina Yama Seiki satisfaría las necesidades actuales de su compañía.
“Tener un VTL de este tamaño, que puede acomodar fundiciones con peso de hasta 8,800 kg y partes tan grandes como de 180 cm de diámetro, se ajusta perfectamente con nuestros planes estratégicos”, dice Huguley. “Y con nuevas capacidades para ofrecer seremos capaces de conseguir negocios que antes no habíamos podido lograr”.
Prueba de las herramientas de corte para torneado
El señor Jones recuerda haber obtenido información valiosa durante las dos visitas en sitio que hizo, y cree que cualquier compañía que considere introducir un nuevo proceso de mecanizado en su línea de producción debería primero ver las máquinas en acción y hablar con sus operarios.

Uno de los contratos de la empresa exige el mecanizado de hierro blanco duro y quebradizo, lo que da como resultado la elección de una plaquita de CBN redonda y sólida para mayor resistencia y mayor filo.
Por ejemplo, una de las compañías que él visitó le sugirió escoger transmisión de engranajes en lugar de diseños con transmisión por correas, convencidos de que los primeros son más confiables. El otro realmente le proporcionó a West Point posprocesadores para el software MasterCAM para obtener un código CN para el GV-1600. Sin embargo, algunas de las lecciones más importantes que aprendió Jones fue justamente en el taller de West Point.
Las piezas a cortar para los nuevos contratos que generaron la adquisición del VTL estaban hechas de materiales diferentes: una era de hierro blanco, provisto por el cliente, y la otra era de hierro gris, vertido en la fundidora de West Point. Jones sabía que estas dos operaciones requerirían herramental diferente, de modo que comenzó a investigar lo que estaba disponible a través de su proveedor principal de herramental, John Marth, de la empresa MSC Direct, en Atlanta.
“Determinamos que ellos necesitarían un inserto especializado para trabajos de hierro blanco, ya que el material es demasiado duro y frágil”, cuenta el señor Marth. “No solo es que el hierro blanco alcance 60 HRc, también es muy abrasivo. Incluso tiene un poco de óxido porque es fundido en hierro, de modo que la pasada inicial actuaba como un corte interrumpido. Para comenzar, tratamos con grados de carburo estándar, pero incluso los carburos de mayor grado no se estaban comportando bien, de modo que decidimos irnos con un inserto indexable CBN Kitzel RNG-43. Aún siendo más costoso, trabaja bien con este material y ofrece un gran filo de corte”.
“Para el trabajo en fundición gris, que era una pieza mucho más grande, queríamos encontrar un inserto que no fuera tan especializado, de modo que pudiera usarse en diferentes proyectos”, explica. “También necesitaba ser capaz de manejar los 50 caballos de potencia que entrega el Yama Seiki junto con sus bajas rpm, lo cual permite realizar cortes más profundos”.
En este caso, el señor Marth contactó a Bryan Stusak, ingeniero de aplicaciones para la región sureste de E.U. de Seco Tools, quien realizó una visita en sitio para observar la aplicación específica de West Point y le aconsejó a la compañía la opción apropiada de herramienta.
“Probamos nuestro inserto de torneado CNMG 543-M6 TP0500 en su taller”, cuenta Stusak, “y la combinación de su grado y rompeviruta realmente funcionaron bien”.
Según Stusak, el TP0500 es una buena opción para piezas más grandes, como la que West Point quería tornear, ya que ofrece la tecnología de recubrimiento Duratomic de Seco, la cual está diseñada para proporcionar una mayor vida de la herramienta, capacidad de velocidad y resistencia del filo.
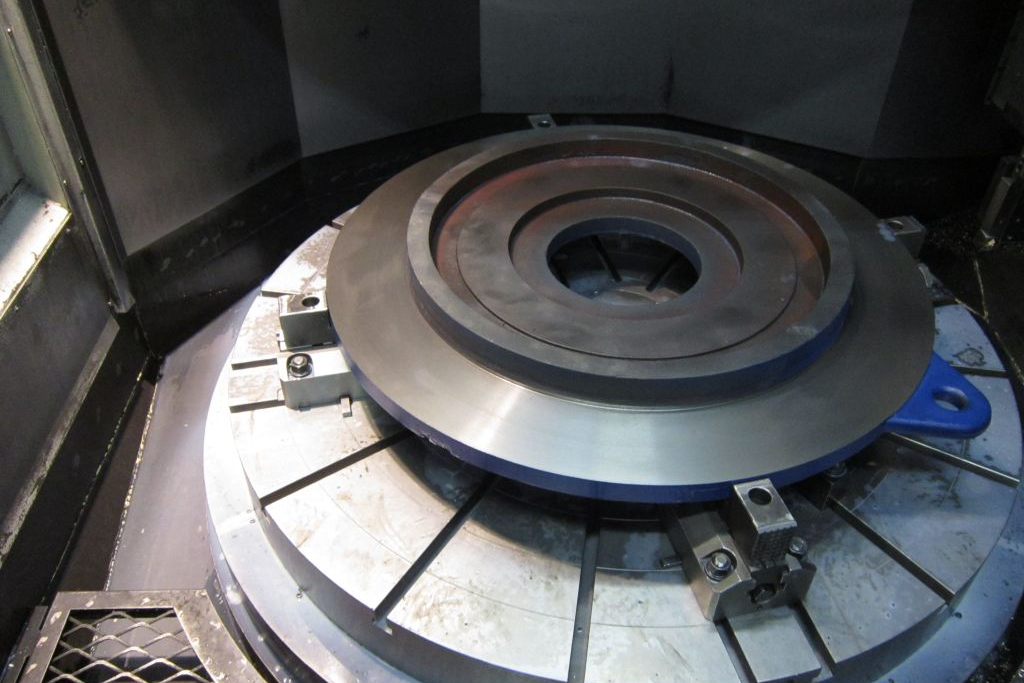
Esta pieza de trabajo que se está mecanizando en la nueva VTL es más grande de lo que la empresa había trabajado en el pasado, lo que llevó a su decisión de comprar la máquina.
“Este grado es para tiempos largos en corte o donde se necesita retirar grandes cantidades de metal, y es ideal para aceros más duros ISO P en el rango de 33 a 40 HRc, donde los grados de propósito general se deforman”, explica. “También es genial para áreas de aplicación P05 y P10, y para usar en materiales ISO K como hierro dúctil, incluso cuando el corte es ligeramente o moderadamente interrumpido. Debido al espesor de su recubrimiento y a la composición del sustrato, el TP0500 mantiene tolerancias estrechas con menores compensaciones”.
El rompeviruta M6 del inserto, introducido en 2013, “tiene una amplia ventana de trabajo en el grupo de materiales ISO P, ofreciendo un diseño fuertemente positivo de ataque y filo que ayuda a enroscar y cortar la viruta de manera eficiente”, dice Stusak. “Las fuerzas de corte de este diseño son relativamente bajas y por esto contribuyen a un menor consumo de potencia, una reducción en las fuerzas de corte y en el desgaste de la herramienta. Este diseño de rompeviruta permite mayores tasas de avance, lo cual finalmente produce una productividad más alta para el usuario final”.
En la búsqueda del herramental apropiado para este trabajo en particular, el señor Jones y Shon Wingo, programador CAM de West Point, estaban buscando básicamente un inserto que proporcionara una combinación de resistencia al desgaste – partes más grandes significan cortes más largos y un contacto extendido entre el inserto y la pieza de trabajo– y la capacidad de desarrollar los cortes interrumpidos que son comunes en algunas fundiciones. Una vez se tomó la decisión, y con las máquinas instaladas y el herramental apropiado en sitio, era hora para que West Point explorara sus nuevas capacidades.
Lecciones aprendidas en la transición al torneado vertical
Aunque en general la experiencia fue positiva, la experiencia de cada persona que entró en contacto con el VTL Yama Seiki GV-1600 de West Point, difiere ligeramente, dependiendo de su perspectiva. Como gerente general, Jones está feliz de haber encontrado un herramental que le permite a la compañía aprovechar todo lo que puede de su nueva máquina.
“Usted puede comprar un centro de mecanizado poderoso”, dice, “pero si no está equipado con las herramientas de corte correctas, entonces no satisfará sus expectativas”.
Inicialmente, el señor Wingo estaba preocupado sobre la curva de aprendizaje asociada con el cambio de la programación de un torno horizontal a uno vertical. Como se evidenció, él no ha experimentado ningún problema con el cambio. “Todo lo que se hace es tomar una pieza de trabajo horizontal y ponerla sobre uno de sus extremos. Así que una vez usted tiene esa verticalidad en mente, realmente no hay nada difícil si usted ya es un programador con experiencia”, refiere Wingo.
Anthony Taylor, el operador de la máquina, es probablemente el empleado de West Point que más se impresionó con el VTL, ya que está en una posición en la que puede dar fe de primera mano sobre la rigidez incrementada y el crecimiento resultante en la remoción de material. Él también considera que lo que ha aprendido de tornear partes de diámetro grande en el VTL ha llevado a la optimización de los alistamientos en otras operaciones, incluido el mecanizado horizontal.
“Debido a que el peso de una pieza de trabajo vertical la ayuda a mantenerse en sitio, usted puede ver su sistema de sujeción de forma diferente y usarlo menos. También es realmente asombroso cuánto ha reducido esta máquina los tiempos de ciclo”, explica Taylor.
Y el señor Huguley ha disfrutado planear un futuro para la compañía, estimulado por una máquina que pocos talleres de trabajos poseen en su región. “Sea que estemos dirigiéndonos a un cliente nuevo o a uno existente, usted puede decir que ellos entienden que tener un VTL así de poderoso realmente cambia el juego. Yo pienso realmente que Gary y Shon lo enfocaron de la forma correcta, al hacer la investigación para asegurarse de que estuviéramos tomando la decisión correcta en cada paso del camino. El hecho de que estemos obteniendo esos buenos retornos de nuestra inversión es prueba que ellos nos ayudaron a hacerlo”, comenta Huguley.
Lecciones aprendidas con las herramientas para torno
Al preguntarle si en retrospectiva habría tomado este proyecto de alguna forma diferente, Jones tiene unas pocas sugerencias para otros que puedan encontrarse en la misma situación. “Antes que nada, vaya a visitar a alguien que ya haya usado la máquina que usted piensa comprar, y asegúrese de hablar con la persona que esté operándola realmente, porque nadie más conoce de ella sino el operario”, comenta.

Como parte de sus esfuerzos de racionalización, una vending machine de herramientas ahora está ubicado en un espacio que es conveniente para todos los operadores de máquinas, lo que les permite obtener las herramientas que necesitan más rápido y más fácil para la empresa administrar el inventario.
“En segundo lugar, cuando su proveedor de herramientas de corte le pida probar un nuevo inserto, pruébelo. Es difícil estar en el top de todos los nuevos diseños de herramientas, de modo que es ideal tener un experto a quien llamar para que le ayude con la selección de la herramienta”, agrega. También sugiere que las compañías les permitan a los proveedores de herramental demostrar cómo trabaja el inserto, no sólo describirlo.
Finalmente, Jones les sugiere a las compañías tomar en cuenta que hay factores diferentes que deben considerarse cuando se encaja un proceso de mecanizado con una herramienta de corte, como velocidades y avances, forma y material de la pieza de trabajo, cuánta potencia entrega el equipo, y las características propias que el diseño de la máquina ofrece. “Cuando se trata de resultados, el torneado vertical realmente se destaca del torneado horizontal para la pieza de trabajo correcta”, dice Jones, añadiendo que la experiencia ha sido tan positiva que están considerando un VTL más pequeño con herramental vivo para obtener el torneado, fresado y taladrado en la misma máquina.
“Si va a hacer lo mejor por asegurarse de que su máquina se equipe con el herramental adecuado antes de hacer su primer corte, verá que lo pagará más adelante en el camino”.
CONTENIDO RELACIONADO
-
Expectativas para el sector de máquinas-herramienta para 2022 y 2023
El crecimiento de la industria manufacturera continúa y se esperan más inversiones en maquinaria y equipos en lo que resta de 2022 y el próximo año.
-
Precisión Moderna: maquinado de piezas de precisión de nivel mundial
Ubicada en Naucalpan, es el resultado de un suizo que hace 51 años creó una empresa para la fabricación de pequeñas piezas de precisión para la industria automotriz. En la actualidad, Precisión Moderna produce más de 400,000 piezas diarias gracias a que ha sabido implementar la tecnología de torneado tipo suizo con equipos de medición de la más alta calidad.
-
Desafíos para el sector de maquinaria en México en 2020
Si bien en 2019 la compra de máquinas no fue la esperada, muchos estiman que en 2020 la adquisición de maquinaria se mantenga a pesar de los desafíos que presenta la industria.







