

Comparativa: pulido a mano vs. técnicas automatizadas
Descubra los beneficios y técnicas del pulido manual. ¿Por qué sigue siendo una práctica valiosa en una era dominada por la automatización? Aprenda más.
Compartir

El pulido a mano es un proceso manual para nivelar y proporcionar texturas de retención de aceite a las superficies de ajuste dentro de una máquina-herramienta. Este proceso se lleva a cabo más comúnmente usando una lima plana, como se aprecia acá.
En una era de controles numéricos computarizados y procesos automatizados, las superficies ajustadas por pulido a mano sobre una máquina-herramienta podrían verse un poco anticuadas.
Muchos fabricantes de equipo original han abandonado esta técnica, debido al tiempo extra y al esfuerzo adicional que requiere la operación. Sin embargo, algunos siguen apoyando su valor, indicando que la mano de obra involucrada —y los beneficios que proporciona— no pueden duplicarse mecánicamente. Pero, ¿qué es el pulido a mano y es una característica que los compradores deben buscar cuando evalúan los atributos de una máquina-herramienta?
Contenido destacado



¿Qué es el pulido a mano y por qué es valioso?
El pulido a mano es el proceso manual de afinar y proporcionar textura a las superficies ajustadas en una máquina-herramienta. Se lleva a cabo más a menudo usando limas planas, que son herramientas manuales con una punta de borde plano, similar a un cincel.
Generalmente, la punta de la lima es de una pulgada de ancho o más pequeña, ajustándose al ancho de la pieza metálica – que puede ser de diversas longitudes– para brindar rigidez.
La persona que lleva a cabo la operación sostiene la punta de la lima de forma firme contra la superficie para trabajarla con una mano, mientras que toma el mango de la herramienta con la otra, empujando la herramienta contra la superficie con fuertes desplazamientos y empleando el peso del cuerpo para crear un patrón.
Otras herramientas usadas para el pulido manual incluyen una lima de tres esquinas, que a menudo se usa para desbarbar agujeros, y una lima curvada, que puede usarse para trabajar la superficie de rodamientos.
Beneficios del pulido a mano: retención de aceite y precisión
De acuerdo con Okuma —un defensor del proceso desde hace mucho tiempo— la principal razón para el uso de pulido a mano tiene que ver con la retención de aceite, la estabilidad y la precisión.
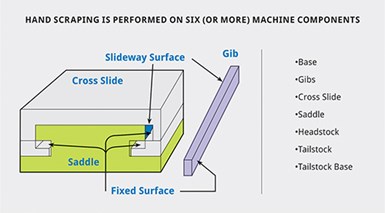
Un centro de mecanizado promedio contiene cerca de seis componentes con superficies a las que se les puede aplicar pulido a mano.
Una vez las dos fundiciones se juntan, la pieza superior se recubre con el azul del ingeniero –el pigmento de azul prusiano en una base de aceite– y se posa sobre la guía sobre la que correrá durante la operación. La impresión resultante revela las áreas de contacto, permitiéndole a la lima manual nivelar las superficies para que sean ajustadas apropiadamente, pero también crear cavidades o depresiones ligeras en las que el aceite puede acumularse mientras que se mantenga su tensión superficial.
Esto permite un movimiento de deslizamiento suave y ayuda a evitar los “resbalones y arranques” generados por superficies en contacto, perfectamente planas, de las cuales el lubricante tiende a ser desalojado. Esto ocasiona que las superficies metálicas en contacto tengan suficiente agarre.
El ideal, para la mayoría de guías de las máquinas-herramienta, es crear aproximadamente ocho puntos de contacto por pulgada cuadrada entre las superficies de ajuste, proporcionando tanto planitud como estabilidad, además de que previene el tambaleo.
Normalmente, hasta seis componentes de una máquina-herramienta promedio tienen superficies para las cuales es posible aplicar el pulido a mano.
El debate: pulido a mano vs técnicas automatizadas
Así que, ¿no es posible que este procedimiento de acabado superficial manual sea hecho por una máquina? Precisamente, algunos fabricantes hacen eso, mecanizando cavidades para aceite en las superficies planas, mientras que otros se han cambiado completamente a rieles lineales de precisión que pueden montarse con tornillos y ser reemplazados cuando se desgastan.
También hay herramientas de potencia que pueden usarse para producir una textura superficial que atrape el aceite. Las preguntas obvias son, cómo los canales mecanizados afectan la integridad superficial y si se ve comprometida la precisión hacia el final de la vida útil de un riel lineal.
El lapeado se usa a veces, pero tiende a dirigirse a toda la superficie sin crear la gran cantidad de puntos de contacto que son útiles para obtener estabilidad, además de que no es apropiado para crear superficies planas largas.
Probablemente, la razón más convincente para buscar superficies de ajuste pulidas a mano en máquinas-herramienta nuevas tiene que ver con el hecho de que las fundiciones usadas en estas aplicaciones son, por su propia naturaleza, irregulares en su geometría.
Además, los métodos de rectificado y mecanizado usados para simular el pulido a mano pueden producir contractura, flexión y expansión del material –así como posterior distorsión del mismo–. Así que la conclusión lógica puede ser que el arte del pulido a mano todavía tiene un lugar en la ciencia de construcción de máquinas-herramienta precisas, confiables y durables.
CONTENIDO RELACIONADO
-
¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
-
Para qué sirve el fresado en duro
El fresado en duro se utiliza para mecanizar aceros endurecidos con filos cortantes definidos. El fresado de estos materiales requiere centros de mecanizado de alta velocidad configurados para el fresado en duro, junto con un CAD/CAM programado en concordancia.
-
Cómo pasivar las partes de acero inoxidable
Descubra cómo la pasivación maximiza la resistencia a la corrosión en aceros inoxidables y evita la falla prematura de piezas y componentes mecanizados.







